Пластмассы для базисов протезов выпускаются промышленностью, в основном в виде комплекса порошок - жидкость. При смешении раздельно хранимых порошка с жидкостью образуется формовочная масса, которая в зависимости от состава порошка и жидкости отверждается при нагревании или самопроизвольно. Первый тип материалов - пластмассы горячего отверждения, второй - самотвердеющие пластмассы. Пластмассы типа порошок - жидкость перерабатываются в изделия методами компрессионного и литьевого прессования, инжекцией и свободного литья. Они отличаются исключительной технологичностью, которая.компенсирует некоторые их недостатки.
Есть некоторые разногласия по поводу этих смол в сообществе стоматологов, несмотря на то, что в настоящее время существует достаточная неудача. Десять лет исследований были необходимы для разработки этой сверхгибкой нейлоновой смолы. Но, несмотря на свои сильные стороны, Вальпласт все еще далек от единодушного среди практикующих.
Но удовлетворение моих пациентов в значительной степени компенсировало эти недостатки. Большую часть времени это было сильное эстетическое требование, которое мотивировало выбор людей. Преследуя видимые крючки, можно угадать, что ношение зубного протеза, а также очень опасное восприятие.
Пластмассы горячего отверждения . Производство жидкости состоит из очистки мономера (деингибирование), приготовления жидкости по рецепту и фасовки. Очистка мономера предусматривает частичное удаление гидрохинона из мономера обработкой его раствором гидроксида натрия. В очищенный мономер при размешивании в реакторе без нагрева добавляют ингредиенты согласно рецептуре (сшивагент, небольшое количество ингибитора, сомономеры). Однородный раствор фасуют. Для предотвращения преждевременной полимеризации жидкость фасуют во флаконы из темного стекла. Замедляющее полимеризацию действие оказывает и кислород воздуха, поэтому вероятность полимеризации мономера в полных флаконах больше. Жидкость хранят в плотно закупоренном, не доверху заполненном сосуде в темном прохладном месте.
Разрушение этих материалов может быть произведено с учетом их происхождения в природных смолах или натуральных веществах с помощью химических или физических обработок, а также в синтетических смолах. Природные смолы. - Природные смолы представляют собой серию твердых продуктов, в основном способных образовывать пленки различной растворимости и поверхностной твердости. Они делятся на разные типы в зависимости от их происхождения. Основными природными смолами являются.
Медная смола, в основном используется для красок, печатных красок, адгезивов, жидких восков. Он имеет блестящую поверхность, отличную силу цвета и хорошую гибкость. Янтарная, ископаемая, желтоватая, прозрачная, полупрозрачная смола, полученная из вымершей хвойницы. Это самое сложное из природных смол, и для очистки он имеет гладкую поверхность; Он хрупкий и ломается с непроходимым переломом.
Порошки полимермономерных систем представляет собой суспензионные акриловые гомо- и сополимеры. Они могут содержать инициатор, наполнитель и другие компоненты в зависимости от назначения материала. Эмульсионные порошки не нашли применения, так как они очень быстро набухают в мономере и формовочная масса не обладает необходимой жизнеспособностью (рабочим временем). Жизнеспособностью называется время, в течение которого полимер пригоден к переработке после введения в него соединений, вызывающих отверждение (инициаторы, катализаторы, активаторы и др.). Особенно важно, что в процессе эмульсионной полимеризации нельзя ввести в полимер перекисные инициаторы, которые в сочетании с активатором образуют отверждающие системы в самотвердеющих пластмассах.
Колонизация, производимая сосновыми растениями, состоит в основном из абиетиновой кислоты, а также других сложных терпеновых кислот и сложных эфиров. Он имеет низкую температуру размягчения и довольно тонкий. Асфальт, сложные углеводороды, называемые битумом, нерастворимые в воде, но растворимые в сульфиде углерода и бензоле. Они являются коричневато-черными аморфными смесями, которые являются переменными по отношению к твердым, вязким твердым жидкостям. Рабочие могут обеспечить хорошее диэлектрическое, устойчивое к влаге, кислотам, основаниям и многим химическим реагентам.
Производство полимерных порошков состоит из следующих стадий:
- 1) очистка мономера;
- 2) суспензионная полимеризация;
- 3) гидролиз стабилизатора;
- 4) фильтрация;
- 5) сушка порошка;
- 6) окраска и введение наполнителя;
- 7) фасовка.
Очистка мономера предусматривает удаление ингибитора (гидрохинона), который вводится изготовителем в мономер в количестве 0,01-0,05% для предотвращения преждевременной полимеризации при хранении и транспортировке. Гидрохинон снижает цветостойкость полимера и ухудшает условия процесса суспензионной полимеризации. При использовании в качестве ингибитора дифенилолпропана стадия очистки исключается. Гидрохинон удаляют, обрабатывая мономер (5% в расчете на мономер) 10-15% раствором гидроксида натрия. Образующийся гидрохинолят натрия NaOC 6 H 4 ONa переходит из мономера в нижний водно-щелочной раствор, который отделяется от мономера. Мономер промывают водой, фильтруют для удаления взвеси гидратов и направляют на полимеризацию.
Другие природные смолы - вены, несчастные случаи. Пластмассы, полученные из целлюлозы. - Более распространенные и недорогие полимеры - это уже существующие в природе: целлюлоза, белки и силикаты. Цель химических манипуляций состоит в том, чтобы существенно сохранить уже существующую структуру, изменив некоторые их свойства с учетом конкретных потребностей.
Целлюлоза является основным компонентом хлопка, льна, пеньки, джута, дерева и т.д. целлюлоза почти чиста в хлопковых волокнах, но в других целлюлозных материалах она сопровождается примесями, такими как лигнин и калий, полиуроновая кислота и т.д. исходный материал для производства химических производных целлюлозы состоит из волокон, полученных из линта из высококачественного хлопка или древесной целлюлозы в альфа-целлюлозе. Каждый блок содержит три гидроксильные группы для этерификации. Факторами, которые контролируют получение целлюлозы и сложных эфиров, являются условия целлюлозы, тип и количество реагентов, условия реакции.
Полимеризация проводится в реакторе (рис. 3) из нержавеющей стали, который имеет рубашку для теплоносителя (пар), пропеллерную мешалку, делающую 1000 об/мин, и снабжен обратным холодильником. В реактор загружают воду, мономер (или смесь мономеров при синтезе сополимеров), стабилизатор эмульсии (крахмал) и инициатор (перекись бензоила). Если порошки полимеров окрашивают органическими красителями, то их растворяют в мономере перед полимеризацией. Внешнюю пластификацию полимерных порошков проводят в процессе полимеризации, загружая в реактор пластификатор (дибутилфталат, диоктилфталат и др.) в количестве 5-10% в расчете на мономер. Полимеризацию проводят при работающей йсшсише, постепенно нагревая реакционную массу до 80-84 °С, а после 30 мин выдержки - до 95 °С. Соотношение воды и мономера (водный модуль) 2:1. При синтезе полимерных порошков для самотвердеющих пластмасс загружают избыток перекиси бензоила, чтобы в порошке осталось 1,5-1,8% перекиси. Это позволяет при изготовлении самотвердеющих пластмасс исключить операцию смешивания полимерного порошка со взрывоопасной перекисью бензоила.
Целлюлозный нитрат. - Он готовят путем обработки правильно кондиционированной целлюлозы смесью азотной кислоты и серной кислоты. Могут быть получены различные типы, которые отличаются содержанием азота и степенью вязкости. Идеальным пластификатором является камфара, которая вводится в нитроцеллюлозу спирта; После фильтрации и выпаривания растворителя получают целлулоид. Преимуществами этого являются высокая механическая прочность, эластичность, плохое водопоглощение, стабильность размеров, легкость окрашивания и простота в работе.
М. М. Тернером, Л. Н. Мац и И. Е. Бродским описан способ получения суспензионных полимерных порошков для стоматологических материалов с использованием ЦПК в качестве инициатора. Процесс синтеза протекает при более низких температурах, в 2-3 раза быстрее, а получаемые порошки отличаются высокой технологичностью.
Для стабилизации эмульсии мономера в воде с целью получения мелкодисперсных порошков используют различные эмульсии - крахмал, полиметакрилат натрия и др. Применение крахмала позволяет получить высокодисперсные полимерные порошки с оптимальной молекулярной массой. Процесс полимеризации протекает с меньшей вероятностью образования «козла» (полимеризация материала в реакторе) и высокой степенью конверсии мономера (на 7-8% выше, чем при использовании полиметакрилата натрия). Однако адсорбированный на поверхности полимерных шариков крахмал ухудшает набухаемоеть порошка, ослабляет связь фазы (шарики полимера) и матрицы в полимеризате, что приводит к снижению физико-механических показателей. Кроме того, полимеризат получается с опалесценцией, которая снижает эстетические показатели протеза. Все указанные недостатки полностью исключаются введением простой операции - гидролиза крахмала. После этого реакционная масса поступает в реактор. Крахмал разрушают, внося в реакционную массу бактериальные или грибковые ферменты, например оризил в количестве 3•10 -4 % в расчете на реакционную массу. Гидролиз крахмала до мальтозы протекает эффективно при рН 5,9-6,5 и температуре 45-50 °С в течение 20 мин, после чего отфильтрованный на центрифуге порошок поступает в аэрофонтанную сушилку непрерывного действия, где просушивается в кипящем слое горячим воздухом.
Основным недостатком является его воспламеняемость под действием солнечных лучей Быть обесцвеченным и стать хрупким. Нитрат целлюлозы не подходит для прессования или литья под давлением, но может быть легко сформирован при воздействии тепла и давления во многих изделиях.
Ацетат целлюлозы. - Он готовят путем обработки целлюлозы уксусной кислотой и уксусным ангидридом в присутствии катализаторов. Триацетат целлюлозы содержит 62, 5% объединенной уксусной кислоты и растворим в реакционных кислотах; Осаживают в воде, промывают и сушат. Ацетат целлюлозы обладает хорошими свойствами ударной вязкости и стойкостью к ударам; Стабилен при комнатной температуре и обладает хорошей устойчивостью к обесцвечиванию при воздействии солнечных лучей. Этот материал может быть изготовлен в широком диапазоне цветов, в прозрачной или полупрозрачной форме.

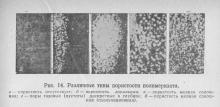
Акрилаты прозрачны, поэтому полученный порошок необходимо окрасить и замутнить. Процесс проводят в центробежных или барабанных смесителях. В качестве замутнителей используют оксид цинка или оксид титана (IV) в необработанной ана-тазной модификации. Оксид цинка обладает меньшей укрывистостью и его требуется 1,2-15%, тогда как оксида титана (IV) достаточно 0,35-0,5%. Суспензионные порошки имеют развитую поверхность с большей адсорбционной способностью. Частички замутнителя и красителя покрывают поверхность шариков полимера. Окраску пигментами можно проводить в процессе полимеризации; при этом частички пигмента находятся внутри шариков полимера. Однако полимеризат получается жухлый и имеет менее привлекательный вид, чем при наружной окраске (рис. 4). Неравномерное распределение пигмента придает протезу более естественный вид. Порошки для производства зубов окрашивают и замутняют одновременно. Окраску проводят концентратами, представляющими собой полимерные порошки, содержащие повышенное количество оксида титана TiO 2 или ZnO, тщательно затертых с пигментами. Для окраски шариков полимера используют неорганические пигменты (сульфид кадмия, окись железа, сажу, сульфид ртути и др.), так как органические красители разрушаются остаточной перекисью бензоила.
Широкий спектр применения, в том числе игрушки, предметы домашнего обихода, предметы домашнего обихода, в виде листов широко используется в упаковке, электроизоляции, лентах. Он также используется в больших количествах для производства негорючей пленки. Винилацетат целлюлозы. Аналогично ацетату его готовят путем обработки целлюлозы смесью уксусной кислоты и масляной кислоты в присутствии ангидридов. Формовочные композиции аналогичны композициям ацетата; Они требуют меньшего количества пластификатора.
Уксус-бутират в основном обрабатывается для экструзии и инъекции. Этот материал обладает высокой ударной прочностью, отличной ударной вязкостью и низким удельным весом; его диэлектрическая прочность высокая, а ее теплопроводность низкая. Он менее гигроскопичен, чем другие эфиры целлюлозы, и, следовательно, обладает хорошей стабильностью размеров. Он может быть легко окрашен в широкий спектр цветов и тонов.
Для удовлетворения эстетических требований порошки приготовляют пяти цветовых оттенков и один бесцветный, прозрачный, который при изготовлении протеза применяют для искусственных десен и части пластины базиса протеза. С целью имитации кровеносных сосудов десен в порошки некоторых оттенков вводят короткие, окрашенные в красный или пурпуровый цвет синтетические волокна нейлоновые, акриловые или вискозные. Для имитации кровеносных сосудов волокна нужно ориентировать. Это достигается растягиванием формовочной массы в нужном направлении при закладке теста в форму перед полимеризацией.
Пропионат целлюлозы. - Реакция пропионовой кислоты и ангидрида на целлюлозе в присутствии катализаторов обеспечивает пропионат целлюлозы. Формовочным композициям требуется относительно небольшое количество пластификатора. Пропионат подходит для литья под давлением или экструзии. Этот материал является очень стабильным эфиром, обладающим очень хорошими характеристиками старения и превосходными механическими свойствами. Приложения включают автомобильные принадлежности, транзисторы и телевизионные части, различные предметы.
Этилцеллюлоза. - Первая натриевая целлюлоза образуется под действием гидрата натрия на целлюлозе; Это реагирует с этилирующим агентом, таким как этилхлорид или сульфат. Материал доступен в порошке для экструзии и литья, литых листов, пленок и хлопьев. Естественный цвет - янтарный, но может быть получен в широком диапазоне прозрачных цветов Характеристики этилцеллюлозы зависят от степени этилатирования, которую можно контролировать во время приготовления. В дополнение к хорошей вязкости и хорошей водостойкости он обладает превосходными электрическими свойствами и превосходной стабильностью размеров.
Состав материалов горячего отверждения . В качестве основного конструкционного материала для базисов протезов в мировой стоматологической практике используют в основном акрилаты. Они представляют собой полимеры и сополимеры производных акриловой СН 2 =СНСООН и метакриловой СН 2 =С(СН 3)СООН кислот - эфиров, амидов, нитрилов, гидроксиэфиров. Полимеры акриловой и метакриловой кислот обладают повышенной водопоглощаемостью, что обусловлено наличием полярных карбоксильных групп в полимерных целях. По этой причине в стоматологической практике применение нашли гомо- и сополимеры производных указанных кислот. Изготовление стоматологических конструкций из полимер-мономерных композиций горячего отверждения протекает по схеме:
Это также самый легкий из целлюлозных материалов. Другими производными целлюлозы являются карбоксиметилцеллюлоза, состоящая из связанных с целлюлозой карбоновых кислот через эфирный мостик, гидроксиэтилцеллюлозу, полученную реакцией этиленоксида с целлюлозой, бензилцеллюлозой и тому подобное.
Целлофан, в этом приложении. Они включают в себя широкий спектр продуктов, изготовленных с помощью реакции фенола с альдегидом. Наиболее часто используемыми смолами являются те, которые основаны на фенола и формальдегида, которые могут быть объединены с помощью реакции присоединения или конденсации.
Полимер + следы инициатора + Мономер + ингибатор + Внешний нагрев → Полимеризат + Теплота полимеризации
Жидкость базисных материалов представляет собой раствор в мономере (метилметакрилате - ММА) или в смеси мономеров добавок целевого назначения.
С кислотными катализаторами и с отношением молярного формальдегида: фенолом менее 1, получают новолабы. Для отверждения последнего необходимо использовать сшивающие агенты, такие как гексаметилентетрамин. Формовочные смолы производятся в гранулированной форме и дополняются смазочными материалами, пластификаторами, красителями и наполнителями. Среди наиболее используемых - древесная мука, волокна и отходы хлопка, вискоза и нейлона, графит, слюда, асбест, ископаемая мука.
Их можно подразделить на термореактивные и термопластичные. В окончательной сшитой структуре она обычно находится в трех стадиях, аналогичных тем, которые применяются в случае фенольных смол. Первые амминопласты, введенные в употребление и в наши дни наиболее используемые, представляют собой уреатические смолы, аналогичные этим тиоуретические. Ткани против морщин, для поверхностных покрытий.
Жидкости базисных материалов горячего отверждения имеют следующий состав:
- 1) полимеры линейные (гомо- и сополимеры) - мономер или смесь мономеров, ингибитор (кроме того, может содержаться пластификатор);
- 2) полимеры трехмерной структуры (сшитые) - мономер или смесь мономеров, ингибитор, сшивагент.
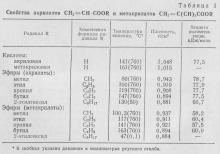
Рассмотрим ингредиенты жидкостей и их назначение . Некоторые свойства мономеров приведены в табл. 1.
Они используются в качестве формовочных порошков, красок, клеев, текстильных изделий. Меламиновые смолы очень часто используются для производства пластиковых ламинатов с отличной твердостью, хорошей химической стойкостью и истиранием и отличным декоративным эффектом. Эти ламинаты получают путем пропитки листов бумаги раствором смолы и сушкой.
Форма, при которой смола доступна, и ее конкретное использование зависит главным образом от используемого сырья и способа его приготовления. Изоляционные полиэфирные смолы являются очень важной группой; Они получают путем взаимодействия с поликонденсацией диаколька с двухосновной кислотой, одна из которых является по меньшей мере ненасыщенной. Нерастворимая полиэфирная смола, полученная таким образом, может быть сшита путем взаимодействия с полимеризуемым мономером в присутствии радикального инициатора; получают неплавкую и нерастворимую смолу.
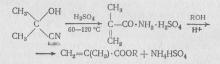
Основным компонентом жидкости является мономер ММА или смесь мономеров. Содержание мономера может находиться в диапазоне от 75 до 100%. В мономере набухает полимерный порошок с образованием формовочной массы, обладающей прекрасной технологичностью. После отверждения мономер образует матрицу продукта отверждения (полимеризат), в которой распределены шарики полимера. Важнейшим из группы акриловых мономеров является метилметакрилат СН 2 = С(СН 3)СООСН 3 . Он представляет собой бесцветную легкоподвижную прозрачную жидкость, очень летучую со специфическим запахом. Температура кипения 100,3 °С, температура замерзания -48 °С. Вызывает раздражение при концентрации паров в воздухе 0,5-1 мг/л. Нижний предел взрывоопасной консистенции с воздухом 2,12%. Получают его из ацетонциангидрина в две стадии:
Такая смола может быть усилена стеклянными волокнами, асбестом, целлюлозными или синтетическими волокнами путем получения так называемых армированных пластмасс, которые могут быть легко сформированы даже на больших объектах. Используя диаллилфталат в качестве полимеризуемого мономера, можно также получить фенольные смолы.
Насыщенные полиэфирные смолы получают из диблоков и насыщенных дикислот в контролируемых условиях реакции; Они могут быть использованы для низкомолекулярных смол в качестве пластификаторов. Типы терефталевой кислоты и этиленгликоля нашли широкий спектр применений, таких как волокна и пленки.
по общему методу синтеза эфиров метакриловой кислоты: дегидратация, омыление и этерификация соответствующим спиртом ацетонциангидрина. Механические свойства полиметилакрилавых базисных материалов определяются природой и размером углеродного радикала в мономере. С увеличением длины радикала от C 1 до С 10 (т. е. от метилметакрилата до децил-метакрилата) уменьшаются прочность, плотность и твердость, возрастает эластичность, что связано с пластифицирующим действием н-алкильных групп R. Полимерные материалы с разветвленными радикалами R характеризуются более высокой прочностью, чем полимеры с нормальными углеродными цепями (табл. 2).
Другая группа состоит из алкидных смол для покрытий; Они представляют собой полиэфирные смолы, полученные из фталевого ангидрида, содержащие одноосновные кислоты, такие как масляная модификация, и обычно доступны в растворе. Эпоксидные смолы. - Они являются продуктом конденсации эпихлоргидрина с дифенолами В несшитом являются термопластичными и имеют аспектные переменный из жидкости с низкой вязкостью до точечного твердых тугоплавких хрупкой Эпоксидной группы ведет себя как ненасыщенная систему и реагирует с. много веществ.
Эпоксидные смолы могут отверждаться при комнатной температуре или при высокой температуре путем взаимодействия с сшивающим агентом, который обычно представляет собой «амин или кислоту». Эпоксидные смолы обладают отличными механическими, тепловыми и электрическими характеристиками; они обладают хорошей устойчивостью к воде и химическим веществам. Основными видами применения являются адгезивы, поверхностные покрытия, ламинаты, литье и стабилизаторы для виниловых смол.
Механические свойства полимеров - производных акриловой кислоты - зависят от длины радикала R: с ростом н-алифатического радикала от C 1 до С 8 увеличиваются эластичность и морозостойкость, уменьшается плотность. Полиметакрилаты значительно жестче полиакрилатов. Например, относительное удлинение полиметилметакрилата (ПММА) составляет всего 4%, а полиметакр штата - около 750%. Это явление используют для повышения эластичности базисных материалов, изготовляя сополимерные порошки и вводя акриловые мономеры в жидкость для базисов. Таким образом, за счет сополимериза-ции достигается эффект внутренней пластификации, которая значительно меньше отражается на изменении свойств базисного материала во времени, чем внешняя пластификация. Акриловые и метакриловые мономеры проявляют большую склонность к полимеризации, которая может начаться под воздействием ультрафиолетовых лучей, тепла или инициаторов. Чтобы предотвратить преждевременную полимеризацию при хранении и транспортировке жидкостей базисных материалов, в мономерный раствор добавляют ингибиторы (замедлители) полимеризации - гидрохинон НОС 6 Н 4 ОН или дифенилолпропав НОС 6 Н 4 -С(СН 3) 2 •С 6 Н 4 ОН. Жидкости базисных материалов содержат 0,004-0,006% гидрохинона.
Для получения эластичных полимеризатов как в порошок (в процессе его синтеза), так и в жидкость могут вводить пластификатор. Выщелачивание с течением времени пластификатора (дибутилфталат, фталаты высших спиртов и др.) приводит к старению пластмассы. Более совершенным видом пластификации является внутренняя пластификация за счет сополиме-ризации. В качестве сомономера применяют метилакрилат, октилметакрилат и др. Жидкости некоторых материалов содержат от 2 до 25% пластификатора.
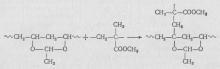
В качестве сшивагентов применяют различные многофункциональные соединения. В материалах для базисов протезов используют диметакрилатэтиленгликоль СН 2 = С(СН 3 •СО-OСН 2 •СН 2 O-СОС(СН 3) = СН 2 , метилолметакриламид CH 2 = C(CH 3)•CONHCH 2 OH, аллилметакрилат СН2 = С(СН 3)•СООСН 2 СН = СН 2 и др. При смешении порошка с жидкостью в процессе полимеризации при взаимодействии молекул мономера и сшивагента образуется полимер трехмерной структуры, обладающий повышенной теплостойкостью, твердостью и пониженной растворимостью. Так, при использовании в качестве сшивагента аллилметакрилата образуются поперечные «мостики» между макромолекулами цепи полиметилметакрилата -СО-О-СН 2 -, а сшивку можно представить схемой:

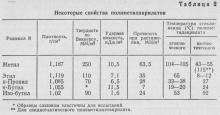
Порошок базисных материалов может содержать следующие компоненты: суспензионный гомополимер или сополимер, инициатор, пластификатор, краситель, пигмент-замутнитель, стабилизатор, окрашенные органические волокна, наполнитель. В основном акриловые порошки для базисов протезов представляют собой полимеры на основе эфиров метакриловой кислоты с общей формулой: СН 2 =С-СН 3 -COOR, где R- углеводородный радикал. Свойства полиметиметакрилатов зависят от числа углеродных атомов в радикале R. С ростом цепи радикала понижается теплостойкость полимера. Разветвление углеводородной цепи в радикале приводит к повышению температуры размягчения полимера. В табл. 3 приведены данные, характеризующие свойства полиметакрилатов в зависимости от радикала R.

Если в радикале R 12 атомов углерода, то при обычных условиях полимер такого эфира CH 2 = C-CH 3 -COOC 12 H 25 представляет собой вязкую жидкость.
Суспензионный полимер - основной компонент порошковой смеси. Известны базисные материалы на основе гомополимера - полиметилметакрилата и на основе различных двойных и тройных сополимеров с метилметакрилатом. В качестве смономеров используют эфиры акриловой и метакриловой кислот, винилацетат, винилэтилаль, гидроксиэфиры метакриловой кислоты, фторсодержащие олефины, в которых водород полностью или частично замещен фтором и др. Сополимеры используют линейные и привитые. Важное значение имеют полидисперсность и отсутствие дефектов на частичках порошков (воздушные пузыри, агрегаты мелких частиц, трещины).
Суспензионные порошки некоторых материалов содержат от 4 до 14% внешнего пластификатора (диоктилфталат и др.), вводимого в процесс полимеризации. В настоящее время стремятся повысить эластичные свойства за счет внутренней пластификации.
В качестве антистарителей применяют различные стабилизаторы. Хорошим адсорбентом ультрафиолетового излучения является тинувин, содержащийся в ряде отечественных материалов (акрел и др.).
Инициатор перекись бензоила вводят только в порошки самотвердеющих пластмасс. Инициатор является компонентом ОВС.
Окрашенные органические волокна вводят для имитации кровеносных сосудов десен.
Замутнитель используют для придания пластмассе полупрозрачности (ZnO или ТiO 2).
Полимерные материалы некоторых материалов для базисов протезов содержат стекловолокно, аппретированное силиконовыми полифункциональными соединениями (винилтриэтоксисилан и др.), стеклошарики или силикат циркония. Наполнение позволяет улучшить механические свойства материала, снизить линейное термическое расширение. Например, пластмасса для базисов Miracle-50 (сшитый сополимер) содержит 14% стекловолокна, а пластмасса Mystic-100 (США) - 21%. Однако снижение эстетических свойств ограничивает спрос на наполиенные пластмассы для базисов протезов.
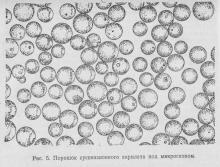
Свойства полимер-мономерных систем . Одной из основных характеристик суспензионного полимерного порошка является его гранулометрический состав, во многом определяющий технологические свойства формовочной массы и качество стоматологической конструкции. Образующийся при синтезе порошок представляет собой правильной геометрической формы шарики различного диаметра. Шарообразная форма частичек полимера обусловлена тем, что капельки эмульсии мономера в воде перед отверждением имеют сферическую форму (при этом система имеет минимальную поверхностную энергию). Существующие способы полимеризации не позволяют строго регулировать с заданной точностью размер полимерных гранул и их распределение по дисперсности. Получить монодисперсный порошок не удается. Определяющее влияние на размер гранул и их распределение по дисперсности оказывают интенсивность перемешивания, природа и количество эмульгатора, соотношение фаз вода/мономер (водный модуль).
Ф. Лешек и Ф. Куделка (1968) выразили зависимость размера гранул от скорости перемешивания реакционной массы при полимеризации уравнением:
L = K•n -m ,
где K и m - константы; n - число оборотов мешалки в минуту. В зависимости от назначения синтезируют полимерные порошки, проходящие через сита с числом отверстий 1020 или 10 000 на 1 см 2 . На рис. 5 и 6 показаны два полимерных порошка ПММА. На рис. 6 представлен порошок низкого качества, содержит агрегаты мелких фракций, крупные гранулы имеют дефекты. Полимеризат с использованием этого порошка не будет иметь высоких физико-механических характеристик. Для получения хороших технологических свойств формовочной массы порошки должны иметь оптимальный гранулометрический состав, от которого зависит растворимость в мономере гомо- и сополимеров.

При температуре 20 °С плотность метилметакрилата 0,943 г/см 3 , а ПММА 1,16-1,18 г/см 3 . Рассчитанная на основании этих данных полимеризационная усадка мономера составляет примерно 20-21%. Полимеризационная усадка полимер-мономерных систем, естественно, меньше и зависит от соотношения мономер/полимер. Чем меньше это соотношение, тем меньше объемная усадка. При соотношении 1: 3 объемная усадка в З,5 раза меньше, чем для индивидуального мономера, и равна 5,8-6%. Таким образом, соотношение между мономером и полимером при заготовке формовочной массы имеет важное значение.
Количество мономера должно быть возможно меньшим, но достаточным, во-первых, для хорошего набухания шариков полимера, чтобы уменьшить давление формования, во-вторых, для образования матрицы, обеспечивающей монолитность полимеризата. В стоматологической практике обычно берут объемное отношение мономера к полимеру 1: 3 или весовое 1: 2. Это оптимальное отношение сокращает полимеризационную усадку до 6-7%. Таким образом, усадка формовочной массы столь велика, что кажется невозможным наготовить точно подогнанный протез. Однако усадка может быть значительно уменьшена воздействием других факторов. Технологические возможности, вытекающие из свойств формовочной массы, позволяют снизить усадку пластмасс горячего отверждения до 0,5%, а самотвердеющих - до 0,3%.
Формовочную маcсу готовят в формовочном сосуде с крышкой. Для исключения образования воздушных пузырей в формовочной массе рекомендуется порошок осторожно насыпать в жидкость. Для равномерного набухания и равномерной окраски массу надо сразу же размешать. Часть пигмента может быть смыта мономером с полимерных гранул и «всплыть» на поверхность. При размешивании массы пигмент вновь равномерно распределяется в материале, и на эстетических свойствах это нисколько не отражается. Во время набухания массу еще 1-2 раза надо перемешать. Набухающую массу во избежание улетучивания мономера держат в сосуде, плотно закрытом крышкой. Следует иметь в виду, что количество мономера, взятого для приготовления материала, оказывает влияние на цвет и качество изделия. Избыток против нормы, рекомендуемой инструкцией изготовителя, приводит к увеличению усадки и ослаблению окраски.
Процесс набухания полимера . В первый момент смешения полимерного порошка с мономерной жидкостью образуется система, напоминающая песок, залитый небольшим количеством воды. По истечении небольшого периода, длительность которого зависит от температуры, молекулярной массы полимера, дисперсности порошка и наличия пластификатора, система превращается в липкую массу. На этой стадии за шпателем тянутся нити липкой массы; она пристает к стенкам сосуда, пальцам. Через некоторое время адгезия массы теряется. Она становится нелипнущей, не пристает к шпателю и легко отделяется от стенок сосуда. Образовавшаяся тестообразная мягкая масса легко формуется и постепенно приобретает вязкую резиноподобную консистенцию. Через некоторое время масса затвердевает. Таким образом, при смешении полимерного порошка с мономерной жидкостью четко прослеживаются следующие стадии набухания: песочная, или гранульная, вязкая - липкая, тестообразная, резиноподобная и твердая.
У некоторых видов порошков, имеющих повышенную растворимость, песочная стадия практически отсутствует. Такие порошки особенно пригодны для пломбировочных материалов. Указанные стадии набухания являются следствием тех физико-химических процессов, которые протекают между гранулами порошка и жидкостью. Вначале набухают и растворяются внешние слои полимерных шариков. Затем мономер, проникая внутрь шариков между макромолекулами, действует как пластификатор. Мелкие шарики могут растворяться полностью. После песочной стадии смесь состоит из размягченных полимерных шариков и раствора полимера в мономере. Формовочную массу надо помещать в прессформу при тестообразном состоянии.
Время, необходимое для достижения такого состояния, при определенной температуре зависит от наличия ингибитора, размера гранул порошка, его полидисперсности, молекулярной массы, наличия пластификатора. Чем больше содержание ингибитора гидрохинона, тем медленнее достигается тестообразное состояние. Полимер с высокой молекулярной массой набухает медленнее, так как силы взаимодействия между длинными молекулярными цепями больше и это замедляет внедрение между ними молекул мономера. Пластифицированный полимер быстрее набухает и легче растворяется в мономере. Однако если к уже набухшей массе добавить пластификатор, например дибутилфталат, масляный пластификатор, то он, обволакивая гранулы полимера, замедляет процесс набухания.
Размер и форма полимерных гранул существенно влияют на скорость набухания. Так, «созревание» формовочной массы из фракции порошка, прошедшей через сито 10 000 отв/см 2 , протекает за 4 мин, более крупные шарики фракции 2500-10 000 «созревают» за 7 мин, а фракция 1020-2500 достигает рабочего тестообразного состояния за 10 мин. Сферические гранулы набухают медленнее, так как у них меньше поверхность. Мелкие порошки имеют более развитую поверхность, набухают быстрее, так как у них больше поверхность контакта полимера с мономером.
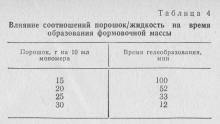
Скорость набухания можно регулировать изменением температуры системы полимер - мономер. Поместив смесь в холодильник, можно удлинить набухание на несколько часов, но при этом надо исключить конденсацию паров воды в смесь, так как вода резко ухудшает качество изделия. Скорость набухания в значительной мере зависит от количества мономера в омеси. Увеличение соотношения мономер/полимер приводит к резкому увеличению срока набухания. При изменении соотношения мономер/полимер в 2 раза (с 1: 1,5 до 1: 3) время набухания уменьшается в 10 раз. В табл. 4 показана зависимость времени набухания до образования тестообразной массы от соотношения порошок/жидкость.
Увеличения времени процесса тестообразования за счет избытка мономера надо избегать, так как это приводит к возрастанию усадки при полимеризации. Рекомендуется брать минимально необходимое количество мономера согласно инструкции изготовления материала.
Важной технологической характеристикой формовочной массы является ее рабочее время. Оно соответствует времени пребывания формовочной маюсы в тестообразном состоянии до перехода в резиноподобную стадию. Оно должно быть достаточным, чтобы можно было произвести технологические операции. Наибольшего эффекта при регулировании жизнеспособности формовочной массы можно достичь, изменяя температуру. Рабочее время зависит от температуры, природы порошка (гомо-, сополимер), степени полидисперсности по молекулярной массе, полидисперсности размера гранул, соотношения порошок/жидкость.
Для работы, особенно в больших зуботехнических лабораториях, удобно пользоваться базисными материалами с пролонгированной жизнеспособностью. Это дает возможность сразу заготавливать достаточное количество формовочной массы для большего количества кювет. Композиции с пролонгированной жизнеспособностью формовочной массы особенно эффективны в производстве пластмассовых зубов, где требуется заготавливать большие количества формовочного материала.
Проблему пролонгирования рабочего времени материала решают, изготовляя порошки определенного фракционного состава по размеру гранул, составляя смеси порошков из различных сополимеров и гомополимеров и смеси полимеров различной молекулярной массы. Продление рабочего времени полидисперсных порошков обусловлено различной скоростью набухания гранул. Вначале необходимая пластичность массы обеспечивается мелкой фракцией порошка, затем последовательно более крупными фракциями. Различная растворимость в мономере гомополимеров и сополимеров дает возможность регулировать время пребывания формовочной массы в тестообразной стадии. Примером материала для базисов с заданной жизнеспособностью может служить суперакрил фирмы «Dental» (ЧССР), имеющий рабочее время 1 ч. Продление рабочего времени этого материала достигнуто путем смешения различных порошков.
Текучесть . Основным методом переработки формовочной массы в изделие является компрессионное прессование, поскольку при изготовлении стоматологических конструкций создаются небольшие удельные давления прессования, формовочная масса должна обладать оптимальной текучестью в течение всего рабочего времени. Текучесть является важным технологическим параметром и для базисных материалов типа порошок - жидкость определяется по следующей методике. Через 5 мин после достижения тестообразной стадии из «теста» в металлической формочке изготовляют пластинку-образец толщиной 5 мм, площадь которой 50 мм 2 . Образец помещают на металлическую пластинку, которая имеет отверстия диаметром 0,75 мм, и дают нагрузку 50 Н. Текучесть считается оптимальной, если при экспозиции 1 мин формовочная масса проникает в отверстия на глубину 0,5 мм. При такой консистенции и применяемых удельных давлениях обеспечивается высокое качество протеза. Определение момента приложения давления при прессовании на практике носит субъективный характер, так как нет объективных методов контроля. В случае приложения давления раньше, чем «созрела» формовочная масса, изделие (протез) получается с большой усадкой и неудовлетворительным качеством поверхности: при приложении давления после потери массой оптимальной текучести давление оказывается недостаточным и изделие не имеет требуемой точности. Довести же давление в кювете до требуемой величины не представляется возможным.

Долговечность и постоянство размеров зубных протезов из акриловых пластмасс зависят не только от оптимальности технологических параметров переработки материала в изделие, но и от структуры. Отвержденная мономер-полимерная смесь имеет гетерогенную структуру. Гетерогенность структуры материалов типа порошок - жидкость обусловлена наличием в полимерна ате смеси «старого» и «нового» полимеров. Это основная причина меньшей прочности формовочного материала по сравнению с литьевым. На фотографиях (рис. 7, 8) шлифа ясно видна гетерогенная структура полимеризата. Для выявления структуры полимеризата пластинку отполированного образца в течение 5-10 с обрабатывают 10-90% раствором азотной кислоты. Протравленный кислотой образец промывают водой и сушат в потоке воздуха. Матричная фаза после протравливания становится белесоватой. В матрице (связующее вещество - непрерывная фаза), представляющей собой заполимеризовавшийся мономер, диспергированы шарики полимерного порошка.

Снижение прочности вызывается следующими причинами:
- 1) связь между матрицей и фазой (шариками) может быть ослаблена пленкой, покрывающей всю или часть поверхности шарика; пленка может представлять собой неотмытый адсорбированный на поверхности гранулы эмульгатор или высокомолекулярное соединение;
- 2) на границе матрица - фаза возможно возникновение напряжения вследствие локальной полимеризационной усадки;
- 3) среднемолекулярные массы «нового» и «старого» полимера различны.
На прочность полимеризата влияет также соотношение матричной и «шариковой» фаз. Чем больше порошка в смеси, взятой для приготовления формовочной массы, тем больше «шариковой» фазы в полимеризате. Более однородная структура образуется при увеличении соотношения мономер/порошок; при этом повышается прочность полимеризата. Однако на практике приходится устанавливать оптимальные условия, так как при увеличении мономера повышается усадка, увеличивается время тестообразования и возникает вероятность образования пор и пустот в полимеризате.
М. М. Гернер, М. А. Нападов и Е. Ю. Новик (1970) установили, что молекулярно-массовое распределение полиметил-метакрилата и полимеризата на его основе находятся в одной области. Наблюдается тенденция к более узкому молекулярно-массовому распределению в полимеризате и к меньшему содержанию в нем низкомолекулярных фракций (рис. 9), что происходит в результате прививки мономера к полимеру.

Полимеризация мономер-полимерной системы . Усадка. Стоматологическая конструкция из формовочной массы изготовляется в гипсовой форме, находящейся под давлением. Ускорение полимеризации достигается при помощи нагревания. Нагрев обычно осуществляют погружением формы в ванну с водой, которая постепенно нагревается. До 60 °С процесс полимеризации протекает плавно. При температуре выше 70 °С остаточная перекись бензоила быстро разлагается и скорость полимеризации резко возрастает. Процесс полимеризации экзотермический и сопровождается выделением тепла в количестве 78,7 кДж/моль, что способствует ускорению полимеризации.
При отверждении одновременно протекают два конкурирующих процесса - полимеризационная усадка и термическое расширение. До 70°С полимеризационная усадка превалирует над термическим расширением. При температуре 70 °С полимеризующаяся масса начинает увеличиваться в объеме за счет термического расширения. ПММА характеризуется высоким коэффициентом термического расширения, равным 81 • 10 -6 °С -1 . Термическое расширение является основным фактором, компенсирующим полимеризационную усадку. Уже отмечалось, что полимеризация формовочной массы, приготовленной при оптимальном соотношении мономер/полимер, сопровождается усадкой, достигающей 7%. Однако ее можно компенсировать воздействием технологических факторов, так что стоматологическая конструкция получится меньше восковой модели всего на 0,2-0,5% в линейных измерениях.
Прежде всего формовочную массу нужно помещать в форму по достижении полного тестообразного состояния не только для сокращения величины усадки, но и для обеспечения формовки изделия при низких давлениях. При частичной полимеризации, которая протекает в формовочной массе до смыкания формы, усадка не влияет на размеры изделия. Обычно она проявляется в образовании утяжки, усадочных пустот и пор. Для восполнения усадки в форме должен быть избыток массы. Гипсовая форма дает небольшую упругую деформацию сжатия, величина которой зависит от прочности гипса. Эта деформация в некоторой степени компенсирует уменьшающееся внутри формы давление, вызываемое полимеризационной усадкой массы, и несколько уменьшает усадку.
Наиболее эффективным методом компенсации усадки является инжекционная формовка. Формовочная масса при помощи инжекционного устройства под давлением через литник впрыскивается в полость гипсовой формы. Плунжер инжекционного шприца во время полимеризации все время находится под сжимающим действием пружин, поэтому из инжектора в полость гипсовой формы через литник поступает дополнительное количество формовочной массы, компенсирующее усадку. Однако этот метод не находит широкого применения из-за сложности конструкции и чистки шприца. Полимеризационная усадка довольно полно компенсируется в гипсовых формах, зажимаемых не, как обычно, струбциной, а системой пружин (рис. 10).

Виды пористости полимеризата . Различают три вида пористости в полимеризате: газовую, пористость сжатия и гранулярную.
Газовая пористость возникает вследствие испарения мономера внутри полимеризующейся формовочной массы. При нагревании формы с большим количеством массы внутри ее температура может стать выше, чем температура формы и подогревающей воды. Выделяющаяся теплота полимеризации не может быстро быть отведена от полимеризующейся массы, так как она и гипс являются плохими проводниками тепла. Температура кипения мономера 100,3 °С, а температура, которая развивается в массе в результате экзотермичности процесса, может составлять 120 °С и более. В этих условиях мономер закипает и его пары, не имея выхода наружу, вызывают пористую структуру материала. Газовая пористость проявляется в глубине материала и тем значительнее, чем больше масса, поэтому в протезах для нижней челюсти она наблюдается чаще. Газовой пористости можно избежать, соблюдая оптимальный температурный режим полимеризации.
Пористость сжатия возникает в результате уменьшения объема полимеризующейся тестообразной массы. К пористости сжатия приводит недостаточное давление (вследствие чего остаются пустоты) или недостаток формовочной массы. В отличие от газовой пористости, проявляющейся в определенных местах, пористость сжатия может возникнуть в любой области изделия, где нет достаточного давления.
Гранулярную пористость можно рассматривать как плохое структурирование материала. Это наблюдается при недостатке мономера. Мономер летуч и быстро испаряется с открытой поверхности тестообразной формовочной массы, в результате чего при прессовании не образуется гомогенная масса. Гранулярная пористость может возникнуть при открывании и закрывании формы для контроля количества внесенной массы. Гранулярность обычно наблюдается в более тонких частях и на краях стоматологического изделия, так как на этих участках облегчено улетучивание мономера и меньше вероятность его миграции изнутри к поверхности.
![]()
Оптимальный температурный временной режим полимеризации позволяет избежать появления газовой пористости, обеспечивает получение изделия с минимальным содержанием остаточного мономера и хорошими прочностными показателями. Кривые 1-3 на рис. 11 отражают динамику процесса полимеризации при разных температурно-временных режимах в случае использования в качестве источника тепла воды. Кривая 1 показывает изменение температуры формовочной массы при погружении кюветы в уже нагретую до 100 °С воду. В этом режиме уже через 10 мин температура пластмассы достигает 120°С, мономер закипает (tKHn= 100,3°С) и возникает газовая пористость. Изменение температуры полимеризующейся массы при постепенном нагреве воды в течение 35 мин до 100 °С отражает кривая 2. В этих условиях максимальная температура пластмассы ~110°С. Полимеризат имеет газовую пористость несколько меньшую, чем в режиме 1. При более медленном нагреве воды (кривая 3) максимальная температура пластмассы 100 °С. Скорость нагрева воды должна быть такой, чтобы температурный пик кривой был на уровне 100 °С. Более низкая температура приводит к неполной конверсии мономера, а следовательно, увеличению содержания остаточного мономера в полимеризате. Перегрев вызывает газовую пористость.
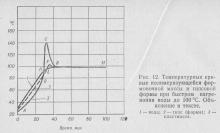
Рассмотрим процесс нагрева гипсовой формы с полимеризующейся массой при постепенном нагреве воды до 100 °С. Процесс можно изобразить в системе координат температура - время (рис. 12). Пусть начальная температура формы, массы и воды 18°С (точка А). На участке AD кривой AM происходит постепенный нагрев воды от 18 до 100 °С, затем вода закипает, температура ее остается постоянной и кривая идет параллельно оси абсцисс. Участок А показывает, как повышается температура гипса формы за счет получения тепла от воды. Участок АВ отражает изменение температуры пластмассы до начала бурной реакции полимеризации. На этом участке температура пластмассы в каждый данный момент ниже температуры воды и гипса. При температуре выше 65 °С скорость полимеризации быстро возрастает, при этом увеличивается количество выделяющейся теплоты реакции в единицу времени. Это вызывает резкое увеличение крутизны кривой нагрева пластмассы и за счет теплоты реакции температура массы в зависимости от ее количества поднимается до 120°С и выше. В точке С процесс полимеризации заканчивается и пластмасса, температура которой выше, чем гипса формы и воды, начинает охлаждаться до температуры воды. На участке LF температура гипса быстро повышается, так как форма на этом отрезке кривой одновременно нагревается с одной стороны пластмассой, а с другой - водой. На участке FD гипс подогревается только пластмассой, а вода является охлаждающим агентом как для формы, так и для пластмассы. В точке D температура пластмассы, гипса и воды одинакова.

На основании температурных кривых полимеризации формовочной массы может быть рекомендован следующий режим полимеризации, позволяющий избежать газовой пористости и обеспечивающий минимальное содержание остаточного мономера. Вода, в которую помещена гипсовая форма, нагревается до 65 °С в течение 30 мин. Такая температура обеспечивает полимеризацию формовочной формы под воздействием теплоты реакции. В результате саморазогрева температура массы достигает примерно 100°С, что обеспечивает хорошую конверсию мономера. Вода, температура которой поддерживается на уровне 60-65 °С, предотвращает снижение температуры пластмассы (рис. 13). После 60 мин выдержки воду подогревают до 100 °С в течение 30 мин и выдерживают 1-1,5 ч. По завершении полимеризации форму медленно охлаждают на воздухе. Избежать образования газовой пористости, которая является одним из самых больших пороков зубных изделий, можно, применяя повышенное воздушное или газовое давление. При этом повышается температура кипения мономера и не образуются пары. На рис. 14 показаны образцы различных типов с неодинаковой пористостью. Температура и время полимеризации оказывают влияние на молекулярную массу полимера, а следовательно, и на его физико-механические свойства. При температуре выше 60 °С возрастает средняя молекулярная масса полимера. При 100 °С молекулярная масса близка к максимальной величине. В температурном диапазоне от 100 до 150 °С наблюдается незначительное повышение молекулярной массы.
Температурное поле нагреваемой формовочной массы неоднородно. Так, при нагревании массы до 65°С температура внутри ее достигает 100°С. Отсюда вытекает, что молекулярная масса полимеризата увеличивается от поверхности вглубь. Для того чтобы по возможности достигнуть одинаковой молекулярной массы во всем объеме полимеризата, заключительную стадию процесса полимеризации проводят при 100°С в течение 30 мин. Молекулярная масса акриловых конструкций 110 000 - 250 000.
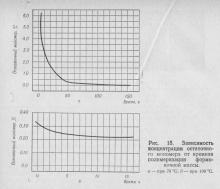
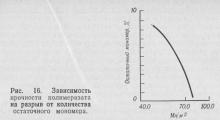
Остаточный мономер в полимеризате . Процесс полимеризации не протекает количественно, и полимеризат всегда содержит остаточный мономер. Степень конверсии для данного мономера зависит от многих факторов: природы инициатора, температуры, времени полимеризации и др. Кривые на рис. 15 иллюстрируют зависимость концентрации остаточного мономера от времени полимеризации при температуре 70°С (а) и 100°С (б). Для достижения одинакового содержания остаточного мономера в полимеризате при низкотемпературной полимеризации требуется значительно большее время. Выдержка гипсовой формы в кипящей воде способствует не только повышению молекулярной массы, но и уменьшению содержания остаточного мономера. Часть оставшегося в полимеризате мономера связан силами Ван-дер-Ваальса с макромолекулами (связанный мономер), а другая часть находится в свободном состоянии (свободный мономер). Свободный мономер мигрирует к поверхности изделия и растворяется в средах, контактирующих с зубным изделием. Поскольку экстрагируемые жидкими средами из пластмассы остаточные продукты могут оказывать вредное местное и общее воздействие на организм, вызывая воспалительные изменения слизистой оболочки протезного ложа и различные аллергические реакции организма, необходимо добиваться минимального содержания остаточного мономера. Нагрев до 100°С резко сокращает содержание остаточного мономера в полимеризате, однако добиться полной конверсии мономера принципиально невозможно. Пластмассы горячего отверждения содержат ~0,5%, самотвердеющие - 3-5% мономера. Остаточный мономер оказывает существенное влияние на прочностные и другие свойства полимера. На рис. 16 показана зависимость прочности на разрыв полимеризата горячего отверждения от содержания остаточного мономера. Кривая зависимости показывает, что резкое снижение прочности наблюдается при содержании мономера более 3%. У пластмасс, содержащих большое количество мономера, наблюдается повышенное водо-масло-спиртопо-глощение, подверженность к более быстрому старению.
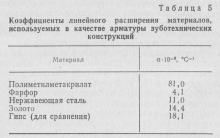
Остаточные напряжения . В пластмассовых изделиях независимо от способа их приготовления всегда имеются значительные остаточные напряжения. Внутренние напряжения в акриловых ортопедических конструкциях (базисы и др.) вызывают их преждевременное растрескивание и коробление. Протез представляет собой армированное изделие, в котором зубы, кламмеры, дуги и другие детали являются арматурой. Температурные изменения размеров материалов арматуры (табл. 5) меньше, чем пластмассы, в 10-20 раз.
В местах монтажа арматуры полимер растягивается при охлаждении и возникают местные напряжения. С точки зрения исключения напряжений более целесообразно применять пластмассовые зубы, чем фарфоровые. Таким образом, наличие арматуры повышает вероятность появления трещин. К внутренним напряжениям приводит различная толщина отдельных частей изделия. Толстые части дают большую усадку по абсолютной величине, тонкие - меньшую, в связи с чем в местах перехода появляются напряжения. Остаточные напряжения возникают в процессе изготовления полимерного изделия. При нагревании кюветы вначале повышается температура наружного слоя пластмассы и затвердение начинается в поверхностных слоях, сопровождаясь полимеризационной усадкой. Внутренние слои в начальный период полимеризации имеют более низкую температуру, несмотря на то что процесс полимеризации экзотермический. Опережение затвердения наружного слоя в пластмассах горячего отверждения приводит к возникновению в нем внутренних напряжений растяжения. В дальнейшем затвердевание внутренних слоев вызывает уменьшение их объема и они оказываются под воздействием растягивающих напряжений, поскольку к этому времени наружные слои приобретают жесткость.
Напряжения в наружных слоях при этом постепенно уменьшаются до нуля и возрастают затем уже с другим знаком. В процессе изготовления стоматологической пластмассовой конструкции практически нельзя устранить внутренние напряжения, которые существенно снижают качество протеза, приводят к образованию трещин, «серебра» и короблению. Внутренние напряжения легко можно обнаружить по возникновению окрашенных интерференционных полос при прохождении поляризованного монохроматического света через протез.
М. М. Гернер и М. А. Нападов (1970, 1971) предложили использовать растрескивание стоматологических конструкций под влиянием органического растворителя для количественной оценки напряжения. При погружении протеза в органический растворитель (этиловый спирт, ацетон, метилметакрилат) в местах напряжений образуются трещины или «серебро». Величина напряжения растяжения на поверхности изделия определяется из соотношения τ = Θσ -γ , устанавливающего связь между величиной напряжения растяжения (σ - МН/м 2 или кгс/см 2) и временем (τ, ς) появления трещины («серебра») с момента воздействия растворителя. Постоянные Θ и γ зависят от природы растворителя и полимера. Для сополимера метилметакрилата с метилакрилатом (2%) при использовании в качестве растворителя спирта γ=3,75, a lgΘ = 5,1. Получение количественных оценок дает возможность оптимизировать технологические процессы изготовления протезов.
Поскольку напряжения неизбежно возникают в процессе изготовления протеза, снятие их должно стать необходимой операцией технологии его изготовления. Одним из эффективных способов снижения напряжений является термообработка стоматологических изделий в различных средах и температурно-временных режимах. При этом улучшаются механические свойства, стабилизируются геометрические размеры и увеличивается срок эксплуатации. В качестве сред-теплоносителей могут использоваться воздух и жидкости. Из различных видов термообработки (нормализация, закалка, отжиг, отпуск и др.) наиболее эффективным способом перестройки внутренних напряжений является отжиг, который надо реализовать при такой температуре, когда изделие еще не деформируется.
М. М. Тернером и М. А. Нападовым описана следующая технология отжига протезов. Отжиг проводят в термошкафу, нагревая изделие (протез и др.) со скоростью 0,7-1,5°С в минуту до 80+3 °С. Конечную температуру устанавливают в зависимости от базисного материала. После 3-4-часовой выдержки при этой температуре изделие медленно охлаждают до 30-40 °С. Отжиг не только повышает серебростойкость, но и влияет на твердость, увеличивая его в среднем на 10 единиц по Роквеллу.
Растрескивание . Одним из самых распространенных видов разрушения полимеров является возникновение трещин на поверхности материала при одновременном действии напряжения и окружающей среды. Растрескивание напряженных полимеров под воздействием жидких сред, сопровождающееся возникновением на поверхности трещин, происходит в результате взаимодействия с активной средой и является одним из видов статической усталости полимера. При растрескивании в зависимости от величины и характера распределения напряжений возникает одна магистральная трещина или сетка мелких трещин. При действии больших напряжений образуется обычно одна магистральная трещина, при малых напряжениях возникает множество трещин. Растрескивание проявляется особенно быстро при действии органических растворителей (этиловый спирт, ацетон, бензол и др.).
Проникая в глубь полимера, растворитель «экранирует» междумолекулярное взаимодействие в материале. Изменение межмолекулярного взаимодействия в полимере, кроме эффекта «экранирования», вызывается еще тем, что молекулы жидких сред, располагаясь между микромолекулами полимера, раздвигают их, что приводит к трещинам. Если молекулы жидких сред содержат гидроксильные группы или другие полярные группы, то существенно изменяется механизм влияния среды на прочность полимера. Кроме адсорбционных процессов, наблюдается выделение тепла, что указывает на появление достаточного соединения макромолекул с молекулами жидкой среды путем образования водородных связей с эфирной группой ПММА по схеме:

Образование мостика

ослабляет межмолекулярное взаимодействие между макромолекулами ПММА, причем тем эффективнее, чем больше энергия водородной связи, зависящей от спиртового радикала.
Внутренние напряжения через некоторое время могут привести к трещинам на поверхности базиса. Например, можно часто видеть трещины, радиально расходящиеся от шеек фарфоровых зубов. Если протез, которым пользуется больной, часто высыхает при извлечении изо рта и вновь увлажняется, то со временем могут возникнуть трещины в результате чередующегося сжатия (при высыхании) и расширения (при поглощении воды). Базисные материалы с увеличенной водопоглощаемостью более склонны к растрескиванию, поэтому водопогло-щение для них регламентируется стандартами и не должно превышать 0,7 мг/см 2 . Если при полимеризации протеза формовочная масса контактировала с водой, то получается полиме-ризат с повышенной водопоглощаемостью. При изготовлении протеза необходимо добиваться надежной изоляции пластмассы от воды.
М. А. Нападовым, А. А. Штурманом, В. Л. Авраменко, А. Л. Сапожниковым и А. П. Вороновым1 разработан способ повышения прочности протезов из акриловых пластмасс. Идея метода состоит в устранении поверхностных дефектов (макро- и микротрещин, включения и др.) обработкой полимерного изделия н-бутиловым эфиром уксусной кислоты при температурах, находящихся в области перехода полимера в высокоэластическое состояние. В разогретый до 80±2°С эфир погружают протезы в специальных кассетах и выдерживают 3 мин. Сушат протезы в вытяжном шкафу в токе воздуха при температуре 45-50 °С в течение 3-4 ч.
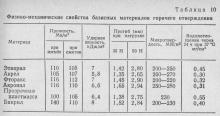
Физические и механические свойства полимеризата . Для эксплуатационной оценки материалов для базисов имеют значения следующие механические свойства: прочность на растяжение, прочность на сжатие, удлинение, модуль эластичности, предел пропорциональности, ударная вязкость, поперечный прогиб, прочность на изгиб, усталостная прочность, эластичная деформация (рековери), твердость. Прочностные свойства двух основных видов базисных материалов горячего отверждения полиметилметакрилатных и поливинилакриловых материалов приведены в табл. 6.

По прочности на растяжение и сжатие полиметилметакри-латные и поливинилакриловые материалы существенно не различаются. Незначительные расхождения не имеют значения для клиники протезирования. Поломка протезов происходит при их падении, знакопеременных нагрузках при жевании пищи, остаточных напряжений, дефектов изготовления.
Удлинение у поливинилакриловых материалов значительно выше, чем у полиметилметакрилатных, поэтому поливинилак-риловые протезы выдерживают большие деформации до поломки.
Модуль эластичности характеризует жесткость материала: полиметилметакрилатных материалов - порядка 3,8•10 3 , а поливинилакриловых - 2,8•10 3 . Таким образом, те и другие материалы относятся к жестким полимерам (l > 10 3), но поливинилакриловые все же менее жесткие. Протезы из поливинилакриловых материалов более эластичные и деформируются в большей степени под воздействием жевательных усилий, чем полиметилметакрилатные протезы.
Предел пропорциональности - важный показатель для оценки базисных материалов. Если предел пропорциональности высок, то для возникновения постоянной деформации потребуется значительная нагрузка. Отсюда вытекает требование достаточно высокого предела пропорциональности для базисных материалов. Протез не будет давать остаточной деформации, если жевательные нагрузки будут находиться в области предела пропорциональности, для которой выполняется условие σ = e•ε. Протезы из пластмасс с низким значением предела пропорциональности уже при малых нагрузках дают постоянную деформацию. Пределы пропорциональности у полиметилметакрилатных и поливинилакриловых материалов существенно не различаются.
Прочность на удар - ударная вязкость характеризует прочность протеза при его падении. Ударная вязкость поливинилакриловых базисных материалов в 2 раза превосходит этот показатель у полиметилметакрилатных, что свидетельствует о их лучшей сопротивляемости поломкам при падениях.

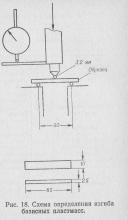
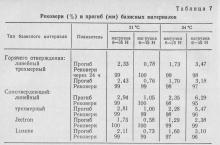
Прочность на изгиб используется чаще для оценки базисного материала, чем прочность на растяжение и сжатие, так как этот показатель лучше отражает условия эксплуатации протеза в полости рта. Кроме прочности на изгиб, при оценке базисных материалов используется прогиб, характеризующий деформируемость материала. На рис. 17 отражена зависимость величины прогиба от нагрузки при 34 °С для разных базисных материалов. Наибольший прогиб наблюдается у самотвердеющих материалов, наименьший - у полистирольных. Стандартом ИСО регламентированы величины прогиба для разных базисных материалов (см. табл. 12). На рис. 18 показан принцип измерения прогиба образца базисного материала. Удлинение в сочетании с прочностью характеризует деформационные свойства материала. У поливинилакриловых материалов удлинение в среднем в 6 раз больше, чем у полиметилметакрилатных. Это значит, что до поломки протеза из поливинилакриловых материалов выдерживают большую деформацию.
Усталостная прочность материала определяется количеством циклов знакопеременных нагрузок при определенном усилии. При испытаниях усталостной прочности базисных материалов применяется усилие 17,2 МН/м 2 . Материал считается хорошим, если при этом усилии он выдерживает 1,0•10 6 циклов. Полиметилметакрилатные базисные материалы выдерживают 1,5•10 6 , а поливинилакриловые 1,1•10 6 циклов.
Эластичная деформация (рековери) - важная деформационная характеристика базисных материалов. Рековери сухих образцов имеет более высокие значения, чем образцов, насыщенных водой. В табл. 7 приведены значения прогиба и рековери для различных базисных материалов.
Для оценки базисных материалов важны следующие термические характеристики: теплостойкость, теплопроводность, линейный коэффициент теплового расширения. В табл. 8 приведены основные термические показатели базисных материалов.
Теплостойкость базисных материалов характеризует температура, при которой образец пластмассы под нагрузкой 1,8 МН/м 2 прогибается на 0,25 мм. Учитывая теплостойкость пластмасс (табл. 8), при починке протезов лучше применять самотвердеющие пластмассы.

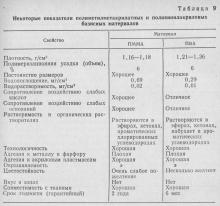
Теплопроводность пластмасс значительно ниже, чем дентина (1,3•10 -3 °С/см), золота (0,7•10 -3 °С/см) и кобальтового сплава (0,16•10 -3 °С/см). Термические характеристики влияют на многие свойства базисных материалов: усадку при изготовлении, возникновение дефектов при изготовлении протезов (напряжение и др.), передачу тепла от горячей пищи тканям. Хорошие формовочные свойства обоих видов материалов позволяет использовать как компрессионный, так и инжекционный способ переработки их в изделия. В табл. 9 приведена сравнительная характеристика базисных материалов двух основных видов материалов горячего отверждения.
Акриловые полимеры и сополимеры, особенно с наружной пластификацией, поглощают воду и при этом, естественно, расширяются. Вода проникает между макромолекулами и, помимо эффекта «экранирования», «разрыхляет» их. Ослабление связи между макромолекулами вызывается также образованием водородной связи между водородом молекулы воды и кислородом эфирной группы макромолекулы. Водопоглощение является отрицательным явлением, так как приводит к ускорению старения полимера, возникновению «белесости», развитию трещин. Поглощение воды в основном заканчивается через 24 ч, но еще заметно в течение недели при погружении образца полимера в воду. Стандартом допускается водопоглощение не более 0,7 мг/см 2 в течение 24 ч при 37+1 °С. Водопоглощение полимеризата, как уже отмечалось, зависит от условий полимеризации формовочной массы. Если в процессе полимеризации формовочная масса находилась в контакте с водой, то полимеризат будет обладать повышенным водопоглощением, доходящим до 2%.
Водопоглощение акриловых полимеров являлось объектом исследования многих ученых. G. М. Вгепег (1961) установил, что молекулярная масса полимера оказывает незначительное влияние на водопоглощение в диапазоне температур 20-37 °С. Интересна аномалия: водопоглощение при 20 °С несколько выше, чем при 37 °С. При более высокой температуре водопоглощение больше в каждый данный момент, но состояние равновесного насыщения достигается за одно и то же время. Водопоглощение резко снижает прочность полимера. При поглощении 1,5-2% воды прочность уменьшается на 8-10%. Если снижение прочности в результате водопоглощения является отрицательным явлением, то увеличение объема надо считать полезным. Увеличение объема протеза, вызываемое водопогло-щением, полностью компенсирует усадку, которая возникает при охлаждении протеза от 75 °С до температуры полости рта.
D. С. Smith (1966) установил, что при поглощении 1% воды линейное расширение достигает 0,23% при поглощении 1,5-2%. Этим компенсируется почти половина полимеризационной усадки пластмасс горячего отверждения и почти полностью вся усадка самотвердеющих пластмасс.
W. Т. Sweeney (1954) отмечает, что водопоглощение оказывает большое влияние на величину теплового расширения пластмассовых базисных материалов. По его данным, в температурном интервале 20-37 °С коэффициенты линейного расширения акриловых пластмасс без водопоглощения зависят от состава материала. Например, коэффициент термического линейного расширения сополимерного базисного материала Vernonite равен 98,3•10 -6 °С -1 , а наполненного стекловолокном материала Mistic = 100-42,7•10 -6 °С -1 . Это значит, что протез из Vernonite при нагреве от комнатной до температуры полости рта расширяется на 0,17%, а из Mistic = 100 - на 0,07%. При водопоглощении до состояния насыщения коэффициент линейного расширения увеличивается на 16%.
Пористость является одним из дефектов акриловых протезов. Газовая пористость возникает вследствие быстрого нагревания гипсовой формы (появляется в глубине массы), пористость сжатия - при недостаточном давлении (возникает в любой части базиса), гранулярная - при недостатке мономера вследствие его улетучивания.
Снижение уровня внутренних напряжений достигается: умеренным давлением при смыкании формы, медленным охлаждением полимеризата, применением акриловых искусственных зубов, уменьшением водопоглощения за счет использования эффективных изоляционных материалов и термической обработкой протеза.
Одним из недостатков акриловых базисных материалов является часто наблюдаемое явление помутнения и побеления локальных участков протеза. Помутнение и побеление наблюдаются как на поверхности, так и внутри материала и снижают эстетичность, эластичность, гигиеничность и другие свойства протеза. Они могут быть вызваны рядом причин: водопоглоще-нием, наличием пор и пузырьков, сеткой микротрещин, наличием инородных включений (воск и др.). Разность коэффициентов преломления света чистого полимера, включений и участков с измененной структурой под воздействием перечисленных факторов вызывает эффект помутнения и побеления. На появление рассматриваемых дефектов особенно влияет степень водостойкости - способности полимера сохранять свои свойства при длительном воздействии воды. Вода при контакте с полимером диффундирует через поверхность в глубь материала изделия, разрыхляя его, снимая напряжения растяжения и вызывая появление «серебра». Попадая в микротрещины, она приводит к разрушению полимера под действием расклинивающих сил.
Снижения вероятности возникновения побеления можно достигнуть:
- 1) строгим соблюдением технологии изготовления протеза;
- 2) снижением водопоглощения за счет повышения полноты конверсий мономера, использования сшитых полимеров, предотвращения контакта полимеризующейся массы с водой, аппретированием наполнителя;
- 3) термической обработкой готового изделия;
- 4) повышением давления прессования;
- 5) исключением окисляющих средств при уходе за протезом.
Фирмой «Вауег» разработаны сополимеры метилметакрилата с гидрок-сиэфирами метакриловой кислоты, не мутнеющие под воздействием воды. Этой фирмой созданы также сшитые сополимеры метилметакрилата с оксиэфирами метакриловой кислоты для базисов, которые не мутнеют при длительном воздействии воды.
Пластмассы горячего отверждения, выпускаемые промышленностью. Харьковский завод медицинских пластмасс и стоматологических материалов (ХЗМП и СМ) изготовляет следующие акриловые материалы типа порошок - жидкость горячего отверждения.
Этакрил применяется для изготовления базисов протезов при частичных дефектах зубных рядов и беззубых челюстях, а также для ортодонтических целей. Порошок - тройной сополимер метилметакрилата, этилметакрилата и метилакрилата (соотношение мономеров 89; 8 и 2% соответственно), пластифицированный (1% дибутилфталата - ДБФ) и окрашенный в розовый цвет в процессе полимеризации. Порошок замутнен оксидом цинка, жидкость - смесь метилметакрилата и этилметакрилата в соотношении по массе 3:1, ингибированная гидрохиноном или дифенилолпропаном (ДФП). В этакриле использован принцип внутренней пластификации за счет введения звеньев метилакрилата:
![]()
Акрел - пластмасса для базисов протезов, имеющая трехмерную структуру. Порошок - суспензионный ПММА, окрашенный красителями и пластифицированный ДБФ (3%) в процессе синтеза. Замутнен ZnO (1,3%) или ТiO 2 (0,5%). Жидкость - метилметакрилат, содержащий сшивагент метилолмет-акриламид СН 2 =С(СН 3)-СО-NHCH 2 OH и ингибитор. Трехмерная структура образуется при полимеризации формовочной массы. Акрел обладает более высокой твердостью, меньшим водопоглощением, повышенной теплостойкостью.
Бесцветная пластмасса применяется для изготовления базисов зубных протезов, а также для других целей ортопедической стоматологии. Порошок - суспензионный ПММА, содержащий тинувин, который придает пластмассе цветостойкость и предохраняет ее от старения под окисляющим действием кислорода воздуха. Жидкость - ингибированный метилметакрилат.
Фторакс применяется для изготовления базисов зубных протезов. Порошок фторакса - привитый сополимер метилметакрилата (ММА) к фторкаучуку и фтористого винилидена в соотношении 1: 2. Привитый сополимер фторакса имеет структуру
Протезы, изготовленные из фторакса, обладают высокими физико-механическими свойствами, хорошо противостоят знакопеременным нагрузкам, а по цвету и полупрозрачности хорошо имитируют ткани полости рта.
Акронил (М. 3. Штейнгарт, В. Н. Батовский и др.) применяется для изготовления базисов зубных протезов, челюстно-лицевых и ортодонтических аппаратов, съемных шин при пародонтозе и других целей. Порошок акронила - привитый сополимер ММА к поливинилэтилалю. Привитый сополимер получают в процессе суспензионной полимеризации 5% раствора поливинилэтилаля в ММА. Суспензионный порошок представляет собой смесь ПММА и привитого сополимера.
Жидкость - метилметакрилат, содержащий в качестве сши-загента деметакрилат триэтиленгликоля, ингибитор и антистаритель. Акронил отличается хорошими прочностными свойствами, низким водопоглощением и долговременной прочностью.
Бакрил - новый материал для базисов зубных протезов, разработанный ХЗМП и СМ совместно с ЦНИИ стоматологии (И. Б. Воскресенская и др.). Бакрил - высокопрочный базисный материал, отличающийся устойчивостью к растрескиванию, истираемости и высоким значением ударной вязкости. Порошок бакрила представляет собой модифицированный эластомерами в процессе суспензионной полимеризации ПММА. В качестве модификатора используются низкомолекулярные сополимеры бутилакрилатного каучука, аллилметакрилата (АМА) и ММА. Модификатор состоит из ядра и оболочки. Ядро представляет собой бутилакрилатный каучук, «подшитый» аллилметакрилатом, оболочка - сополимер ММА и АМА. Продукт полимеризации- это гетерогенная система, в которой частички эластичной фазы диспергированы в стеклообразной матрице. Жидкость бакрила - ингибированный ДФП метилметакрилат (табл. 10).
Синма-74 - пластмасса для изготовления несъемных мостовидных протезов, фасеток, коронок, шин. Порошок - суспензионный привитый фторсодержащий сополимер, дающий флюоресцирующий эффект, окрашенный в 10 цветов и замутненный ТiO 2 . Жидкость - ММА, ингибированный гидрохиноном. Комплект материала содержит набор концентратов красителей для корректировки цвета шейки и режущего края зуба.
Харьковский завод медицинских пластмасс и стоматологических материалов (ныне АО «СТОМА») изготавливает следующие акриловые материалы типа порошок-жидкость горячего отверждения.
Этакрил применяется для изготовления базисов протезов при частичных дефектах зубных рядов и беззубых челюстях, а также для ортодонтических целей. Порошок - тройной сополимер метилметакрилата, этилметакрилата и метил-акрилата (соотношение мономеров 89, 8 и 2% соответственно), пластифицированный (1% дибутилфталата - ДБФ) и окрашенный в розовый цвет в процессе полимеризации. Порошок замутнен оксидом цинка, жидкость - смесь метилметакрилата и этилметакрилата в соот-
ношении по массе 3:1, ингибированная гидрохиноном или дифенилолпропаном (ДФП). В этакриле использован принцип внутренней пластификации за счет введения звеньев метилакрилата.
Акрел - пластмасса для базисов протезов, имеющая трехмерную структуру. Порошок - суспензионный ПММА, окрашенный красителями и пластифицированный ДБФ (3%) в процессе синтеза. Замутнен ZnO (1,3%) или ТЮ 2 (0,5%). Жидкость - метилметакрилат, содержащий сшивагент метилолметакриламид СН 2 = (CH 3)CO-NHCH 2 OH и ингибитор. Трехмерная структура образуется при полимеризации формовочной массы. Акрил обладает более высокой твердостью, меньшим водопоглощением, повышенной теплостойкостью.
Бесцветная пластмасса применяется для изготовления базисов зубных протезов, а также для других целей ортопедической стоматологии. Порошок - суспензионный ПММА, содержащий тину-вин, который придает пластмассе цвето-стойкость и предохраняет ее от старения под окисляющим действием кислорода воздуха. Жидкость - ингибированный метилметакрилат.
Фторакс применяется для изготовления базисов зубных протезов. Порошок фторакса - привитый сополимер метилметакрилата (ММА) к фторкаучуку и фтористого винилидена в соотношении 1:2.
Протезы, изготовленные из фторакса, обладают высокими физико-механическими свойствами, хорошо противостоят знакопеременным нагрузкам, а по цвету и полупрозрачности хорошо имитируют ткани полости рта.
Акронил применяется для изготовления базисов зубных протезов, челюстно-лицевых и ортодонтических аппаратов, съемных шин при пародонтозе и других целей. Порошок акронила - привитый сополимер ММА к поливинил этил ал ю.
Привитый сополимер получают в процессе суспензионной полимеризации 5% раствора поливинилэтилаля в ММА. Суспензионный порошок представляет собой смесь ПММА и привитого сополимера.
Жидкость - метилметакрилат, содержащий в качестве сшивагента деметак-рилат триэтиленгликоля, ингибитор и антистаритель. Акронил отличается хорошими прочностными свойствами, низким водопоглощением и долговременной прочностью.
Бакрил - новый материал для базисов зубных протезов, разработанный ХЗМП и СМ совместно с ЦНИИ стоматологии (Воскресенская И.Б. и др.). Бакрил - высокопрочный базисный материал, отличающийся устойчивостью к растрескиванию, истираемости и высоким значением ударной вязкости. Порошок бакрила представляет собой модифицированный эластомерами в процессе суспензионной полимеризации ПММА. В качестве модификатора используются низкомолекулярные сополимеры бутилакрилатного каучука, аллилметакрилата (АМА) и ММА. Модификатор состоит из ядра и оболочки. Ядро представляет собой бу-тилакрилатный каучук, «подшитый» ал-лилметакрилатом, оболочка - сополимер ММА и АМА. Продукт полимериза-
ции - это гетерогенная система, в которой частички эластичной фазы диспергированы в стеклообразной матрице. Жидкость бакрила - ингибированный ДФП метилметакрилат (рис. 15.2).
Стом-Акрил. В России в 1999 г. была разработана полимерная композиция на основе сополимеров акриловой кислоты первого типа (горячей обработки), первого класса (порошок + жидкость), которая в стоматологии используется как конструкционный материал (ISO 1567), в частности для изготовления базисов съемных зубных протезов. Разработчиками являются коллективы сотрудников ЗАО «СтомаДснт» (пос. Томилино Московской области) и Института органического синтеза «Ярсинтез» (Ярославль). Комитетом по новой технике МЗ РФ эта пластмасса рекомендована к производству, в 2000 г. начат промышленный выпуск пластмассы «Стом-Акрил».
Пластмасса выпускается в традиционном виде: порошок и жидкость. Порошок - суспензионный сополимеризат метилметакрилат (молекулярной массой порядка 200 000-300 000) и бутилметакрилата (в соотношении около 90 и 10% соответственно), пластифицированный олиго-глицеринметакрилатом, окрашенный методом опудривания неорганическим пигментом, замутненный диоксидом титана.
 |
Рис. 15.3. Пластмасса «Стом-Акрил», разработанная ЗАО «Стома Дент».
В качестве пигмента используется неорганический оксид железа. Частицы полимера имеют сферическую форму средним размером 55-70 мкм. Жидкость - метил-метакрилат, ингибированный дифени-лолпропаном с добавлением сшивагента и стабилизаторов (рис. 15.3).
Проведено изучение различных физико-химических свойств, возможное токсическое воздействие, а также влияние на указанные свойства методик и технологических режимов полимеризации. Исследования показали, что, изменяя методику и режимы полимеризации пластмассы, можно добиваться оптимального соотношения физико-механических свойств при минимальном токсическом воздействии.
В работе Н.Н.Мальгинова (2000) показано, что минимальное содержание остаточного мономера (0,046-0,08 мг/л), ниже предельно допустимого уровня (ПДК - 0,25 мг/л), находится в пластмассе, полимеризация которой проводилась с применением СВЧ-энергии. Но при этом повышается хрупкость материала, ухудшаются его физико-механические свойства. Так, прочность при изгибе при СВЧ-полимери-зации снижается и составляет порядка 91 ±3 МН/м 2 . Снижается и модуль упругости при изгибе (Е) с 2557 до 2496 МН/м 2 . Знание этих параметров позволяет врачу
выбрать оптимальное клиническое решение. Следовательно, определяя технологию полимеризации, врач может задавать различные свойства протезного материала в зависимости от требований клинической ситуации.
В работе М.В.Дикановой (2003) обоснована и эффективность клинического применения съемных пластиночных зубных протезов из отечественной базисной пластмассы «Стом-Акрил».
АКР-МВ. Применение традиционных акриловых композиций для изготовления протезов методом МВ-полимериза-ции выявило нестабильность получаемых результатов; в некоторых случаях отмечали наличие пористости, неравномерность отверждения базиса протеза, особенно в области его краев.
В 2004 г. И.Я.Погоровской, Т.Ф.Сутучи-ной, В.К.Леонтьевым, К.Н.Руденко влабо-ратории материаловедения, разработок и физико-химических испытаний стоматологических материалов ЦНИИСа создан новый акриловый материал специально для полимеризации в СВЧ-печах. Разработанный базисный материал АКР-МВ позволяет изготавливать из него съемные зубные протезы по кратковременному режиму отверждения пластмассы - 3 мин при 100% мощности, что дает возможность увеличить производительность труда.
Глава 15. Основные конструкционные материалы
 |
Рис. 15.4. Материалы на основе полиуретана «Денталур П» и «Денталур».
Способ полимеризации базисных материалов с помощью микроволновой энергии на стоматологической установке «Дента-МВ» позволяет получить съемные зубные протезы с повышенной трещи ностой костью, размерной точностью, а также уменьшенным количеством (0,125 мг/л) остаточного мономера. При физико-механических и биологических исследованиях АКР-МВ получены лучшие показатели по сравнению с аналогичными материалами.
М.Ю.Огородников, Ю.М. Альтер, В.А.Берестнев, Б.П.Марков, В.Ш.Пастернак в 2004 г. разработали композиты для изготовления базисов съемных про-
тезов и эластичного подкладочного слоя на основе полиуретана. Эти материалы получили название «Денталур» и «Денталур П». Материалы являются литьевыми полиуретанами. В основе получения изделий из этих материалов лежит принцип жидкого формования или свободного литья. Для работы с «Денталуром» и «Денталуром П» необходимы специальные литьевые кюветы. После заливки смеси кюветы термостатируют при 90°С в течение 30 мин. Протез хорошо обрабатывается и полируется (рис. 15.4).
По данным авторов, материал совершенно безвреден и по всем физико-механическим свойствам превосходит ак-
Риловые пластмассы. «Денталур П» (эластичный подкладочный материал) хорошо соединяется с базисным. Авторы указывают, что усадка «Денталура» значительно меньше, чем у акриловых пластмасс. Акриловые зубы хорошо соединяются с «Денталуром». Протезы, изготовленные из «Денталура», практически не подвержены поломке.
15.5. ПЛАСТИЧЕСКИЕ МАССЫ ХОЛОДНОЙ ПОЛИМЕРИЗАЦИИ
Акриловые пластмассы холодного отверждения представляют собой компаунды, самопроизвольно отверждающиеся при комнатной температуре. Полимери-зат в зависимости от состава компаунда может быть твердым или эластичным. Пластмассы холодного отверждения (ПХО) широко используются в стоматологии для исправления (перебазирования) протезов, починки протезов, изготовления временных протезов, шин при пародонтозе, моделей, индивидуальных оттискных ложек. Прочное место завоевали ПХО в качестве пломбировочных материалов. Пластмассы холодного отверждения имеют ряд преимуществ перед пластмассами горячего отверждения, но по некоторым показателям уступают им. Технология переработки ПХО проще, не требуется оборудования для нагрева, меньше изменение размеров изделия, меньше остаточные напряжения в изделиях, починка протеза может быть выполнена быстро в присутствии пациента. В некоторых случаях самотвердеющие материалы не могут быть заменены пластмассами горячего отверждения. Вместе с тем самотвердеющие пластмассы уступают им по прочности, содержат большее количество остаточного мономера. Таким образом, пластмассы горячего и холодного отверждения не исключают, а дополняют друг друга. Технология производства пластмасс холодного отверждения отличается от изготовления
пластмасс горячего отверждения тем, что в полимерный порошок в ходе синтеза вводят инициатор в количестве 1,5%, а в жидкость добавляют активатор.
Состав. Порошок - суспензионный гомо- или сополимер, окрашенный и замутненный и содержащий компонент окислительно-восстановительной системы (обычно инициатор).
Жидкости пластмасс имеют следующий состав: 1) полимеры линейные (мономер или смесь мономеров, активатор ОВС, ингибитор); 2) полимеры трехмерной структуры (мономер или смесь мономеров, активатор ОВС, сшивагент, ингибитор). Изготовление стоматологических конструкций из полимер-мономерных материалов холодного отверждения протекает по схеме:
Полимер + инициатор + мономер + активатор + ингибитор ->
полимеризат + теплота полимеризации.
Свойства. Отверждение акриловых компаундов, применяемых в стоматологии, обусловлено инициирующим действием окислительно-восстановительной системы (ОВС). Основными компонентами ОВС являются инициатор и активатор. В качестве инициатора может быть использована органическая перекись, обычно применяют перекись бен-зоила. В качестве активатора используют различные соединения: третичные амины (первичные и вторичные ингибируют процесс полимеризации), меркаптаны, производные сульфиновой кислоты, аскорбиновую кислоту и др. Кроме инициатора и активатора, некоторые ОВС содержат еще промоторы.
Инициирующие процесс полимеризации радикалы образуются при распаде перекиси бензоила. Как видно из кинетических кривых распада перекиси бензоила, полученных при различных температурах, скорость разложения зависит
Глава 15. Основные конструкционные материалы
от температуры и начинает заметно уменьшаться с момента достижения 65-75% превращения. Для эффективного инициирующего действия перекиси бензоила требуется нагрев до температуры выше 65°С, при которой начинается энергичный распад перекиси. Активатор снижает энергию активации распада перекиси бензоила, которая равна 126 кДж/моль, и распад перекиси начинается при комнатной температуре. ОВС является важнейшим критерием качества ГТХО. Эта система должна: 1) обеспечивать полноту конверсии мономера; 2) не вызывать изменения цвета полимеризата под воздействием солнечной радиации и эндогенных процессов; 3) быть нетоксичной; 4) быть стабильной; 5) инициировать процесс полимеризации при минимальных концентрациях; 6) обеспечивать необходимое рабочее время. Во избежание преждевременной полимеризации активатор обычно вводят в жидкость, а инициатор - в порошок.
Большое практическое значение ПХО стимулировало резкое расширение исследований по созданию ОВС холодной полимеризации.
Впервые третичные амины (диметила-нилин) в качестве активаторов холодной полимеризации предложили в 1943 г. Schvebel и Tromdorf. На основе этого активатора в СССР выпускались первые пластмассы ХО АСТ-1, АСТ-2, АСТ-2А и стиракрил (1952). Вскоре оказалось, что использование диметиланилина и других третичных аминов приводит к изменению цвета полимеризата. Это происходит в результате эндогенных процессов, в которых участвует амин. Strubell установил, что цвето- и светостойкость пластмассы зависят от природы третичного амина.
ОВС на основе меркаптанов. ОВС типа перекись-меркаптан широко используется для вулканизации каучуков и может
применяться для отверждения стоматологических акриловых компаундов при комнатной температуре. Пластмасса ХО Orthofil (Великобритания) содержит ОВС типа перекись-меркаптан. В реакции взаимодействия перекиси с меркаптаном последний играет роль восстановителя.
Для создания акриловых компаундов в стоматологии в качестве активатора используют лаурилмеркаптан C| 2 H 2 5SH (синоним - додецилмеркаптан). К достоинствам этих ОВС надо отнести цве-тостойкость полимеризата. Применяемые в настоящее время ОВС не могут считаться совершенными. Поиски новых систем ведутся в двух основных направлениях - повышение цветостойкости и увеличение конверсии мономера.
Приготовление формовочной массы. Технология приготовления формовочной массы ПХО идентична описанной. Из каждого замеса можно успеть отформовать только одно изделие. При полимеризации масса испытывает небольшое термическое расширение, поэтому давление внутри формы не поднимается столь резко, как при горячей полимеризации. При комнатной температуре полимеризация большинства материалов протекает за 20-30 мин. Ускорения отверждения можно достичь погружением формы в воду, нагретую до 37°С. Приготовляя формовочную массу, необходимо учитывать, что объемная усадка зависит от соотношения мономер/полимер и повышается с увеличением этого соотношения.
Линейная усадка (с учетом технологических приемов) пластмасс ХО составля-
Раздел II. Материалы, применяемые для изготовления пластиночных протезов при полной утрате зубов
Ет в среднем от 0,15 до 0,5%. Необходимо строго соблюдать рекомендуемое инструкцией изготовителя соотношение порошок/жидкость.
Скорость полимеризации ПХО зависит от следующих факторов: 1) начальной температуры мономера и полимера: высокая температура (выше 30°С) вызывает быструю полимеризацию; при охлаждении (ниже 5°С) процесс резко тормозится, а при отрицательных температурах реакция практически прекращается; 2) количества и природы активатора и инициатора; 3) степени дисперсности порошка и его молекулярной массы: чем мельче порошок и чем ниже молекулярная масса, тем быстрее идет набухание и полимеризация; 4) соотношения мономер/порошок. Уменьшение соотношения мономер/порошок сокращает время полимеризации. Избыток мономера замедляет процесс, но при этом наблюдается более высокая температура полиме-ризата и увеличивается усадка, которая заканчивается через 3 ч. Процесс полимеризации, как уже отмечалось, экзотер-мичен. Теплота полимеризации мономера ММА составляет 78,7 кДж/моль.
При смешении порошка с жидкостью образовавшаяся формовочная масса сохраняет пластичность и температура заметно не повышается. Индукционный период в точке А переходит в бурный процесс развития реакции полимеризации, и температура быстро повышается. После завершения отверждения температура полимеризата понижается за счет отдачи тепла окружающей среде. Температурный скачок и продолжительность индукционного периода, определяющего жизнеспособность компаунда, зависят от массы полимеризующейся полимер-мономерной смеси, окислительно-восстановительной системы и начальной температуры жидкости и порошка. С увеличением массы до 50 г наблюдается резкое возрастание температурного скачка. За-
висимость теплового эффекта от величины полимеризующейся массы имеет следствием более высокую конверсию мономера в толстых частях изделия (протеза и др.). Это значит, что тонкие участки изделия имеют относительно меньшую механическую прочность, поскольку содержат большее количество остаточного мономера. В связи с тем что температура при полимеризации ПХО ниже 100°С (температура кипения мономера 100,3°С), полимеризаты отличаются отсутствием пор и раковин, вызываемых кипением мономера. В зависимости от вида работы формовочная масса используется на различных стадиях набухания.
I стадия - песочная. Она появляется
сразу после смешивания порошка с жид
костью и в зависимости от температуры
окружающей среды может продолжаться
от 30 с до 5 мин и более. При температу
ре 10°С она продолжается около 5 мин,
при 15-18°С - 3 мин, при 18-22°С -
1-2 мин и при 25°С завершается через
0,5-1 мин. В песочной стадии мономер-
полимерная смесь непригодна к исполь
зованию.
II стадия - вязкая, тянущихся нитей.
Начальный период этой стадии характе
ризуется появлением тянущихся нитей,
липкостью массы, высокой пластичнос
тью и текучестью. В начале II стадии на
бухания формовочную массу используют
для работ, требующих адгезии. Нанесен
ная на базис протеза формовочная масса
после отверждения образует прочное со
единение.
III стадия - тестообразная. Формо
вочная масса в этой стадии набухания ха
рактеризуется потерей липкости, хоро
шей пластичностью и меньшей текучес
тью. В таком состоянии формовочную
массу удобно формировать на гипсовых
моделях, готовя защитные небные плас
тинки, замещающие, формирующие
и обтурирующие протезы, шины Порта,
индивидуальные ложки, ортодонтиче-
Глава 15. Основные конструкционные материалы
ские аппараты и другие стоматологические конструкции. Массу можно использовать для перебазировки протезов во всех случаях, а также при необходимости получения отпечатка рельефа протезного ложа в условиях функционирующих протезов, когда необходимо развитие значительного жевательного давления.
IV стадия - резиноподобная. На этой стадии формовочная масса сохраняет приданную ей форму даже при незначительном кратковременном механическом воздействии на нее. Протез при перебазировке удаляют из полости рта, когда формовочная масса находится уже в ре-зиноподобной стадии. В случае перебазирования частичных протезов с наличием конвергирующих и дивергирующих зубов в полости рта или зубов с хорошо выраженными экваторами протезы выводят из полости рта только по достижении ре-зиноподобного состояния. Удаление в III стадии набухания повлечет за собой искажения из-за оттяжки. Если пропустить IV стадию, пластмасса затвердеет и протез без распиливания нельзя будет вывести из полости рта. При контроле отверждения полимеризующейся массы необходимо обращать внимание на более тонкие участки протеза, так как они отвер-ждаются медленнее толстых. Необходимо отметить, что полимеризация мономер-полимерной системы от начала смешивания до отверждения представляет собой непрерывный процесс без резких межстадийных переходов.
Оптимальный режим прессования изделий из пластмасс холодного отверждения. Основным методом переработки ПХО, обеспечивающим получение высококачественного изделия, является прессование. Важный технологический параметр переработки ПХО - определение момента приложения давления. При приложении давления раньше требуемого времени изделие получается с большой усадкой и неудовлетворительным качеством поверхно-
сти. Изделия с требуемой точностью могут быть получены лишь при резком увеличении удельного давления. На рабочее время ПХО существенно влияет изменение температуры окружающей среды даже на 2-3°С, и это обстоятельство вызывает затруднения при определении момента приложения давления. Применяемые способы изготовления стоматологических конструкций из ХО компаундов при комнатной температуре без давления не являются оптимальными. Полимеризат менее плотный и имеет более низкие физико-механические показатели (рис. 15.5).
Раздел II. Материалы, применяемые для изготовления пластиночных протезов при полной утрате зубов
Одним из возможных вариантов оптимизации технологии прессования изделий из ПХО является проведение конечной стадии полимеризации под давлением сжатого воздуха. На рисунке 15.5 изображен аппарат для полимеризации изделий из ПХО. Он представляет собой герметический сосуд, внутри которого создается давление 0,3-0,5 МН/м 2 воздухом, нагретым до 40-45°С. Внутри аппарата имеются полки, на которые помещают изделия для полимеризации. Контроль и поддержание заданной температуры осуществляются при помощи термопары, сблокированной с температурным реле и электронагревателем. Аппарат можно изготовить, переоборудовав ультратермостат УТ-15.
В предварительно нагретый аппарат помещают стеллаж, на котором установлены гипсовые модели с изделиями из ПХО, находящимися в резиноподобной стадии. Аппарат герметизируют и создают давление 0,3-0,5 МН (3-5 атм.). Давление контролируют по манометру. В случае превышения давления срабатывает предохранительный клапан. Через
15-20 мин готовые изделия извлекают из аппарата.
Сравнительная характеристика пластмасс горячего и холодного отверждения
ПХО по ряду показателей уступают пластмассам горячего отверждения, но это компенсируется исключительным удобством их использования и лучшей стабильностью размеров. Полимеризация ПХО сопровождается меньшей конверсией мономера, поэтому они содержат в 5-10 раз больше остаточного мономера. Это приводит к более быстрому старению полимера, снижению прочностных характеристик. В результате выщелачивания мономера с поверхности изделия разрыхляется структура полимера, что приводит к изменению ряда свойств изделия. Так, при уменьшении содержания мономера в полимере с 8,5 до 0,9% теплостойкость повышается с 52 до 130°С, а твердость по Бринеллю - с 70 до 194 МН/м 2 . ПХО (линейные) проявляют более высокую гигроскопичность (водо-поглощение >0,7 мг/см 2), чем пластмассы горячего отверждения, и содержат
Таблица 15.2 Некоторые показатели пластмасс холодного и горячего отверждения
| Свойство | Акриловые пластмассы | |
| горячего отверждения | холодного отверждения | |
| Прочность на сжатие, МН/м 2 | 75,9 | - |
| Модуль эластичности, МН/м 2 | 3,8- 10 3 | 2-10 5 |
| Прочность при статическом изгибе, МН/м 2 | 190-130 | |
| Микротвердость, МН/м 2 | 200-270 | 150-200 |
| Водопоглощение, мг/см 2 | 0,4-0,6 | 0,70 |
| Водорастворимость, мг/см 2 | 0,02 | 0,025 |
| Остаточные напряжения в изделии, МН/м 2 | от 0,1 до 3,5 | от 0,1 до 2 |
| Остаточный мономер, % | 0,1-0,5 | 3,5-5,0 |
| Цветостойкость | Удовлетворительная | Удовлетворительная при наличии стабилизатора |
| Технологичность | Хорошая | Отличная |
Глава 15. Основные конструкционные материалы
Большие количества остаточной перекиси бензоила, мономера, активатора, что является предпосылкой к ухудшению со временем их физико-механических свойств (табл. 15.2).
Исследования показали, что основным фактором, искажающим размеры и форму протеза, является не полимери-зационная усадка, которая компенсируется технологическими приемами, а термическая усадка, возникающая при охлаждении протеза от температуры полимеризации до комнатной. Поскольку полимеризация ПХО протекает при более низких температурах, чем пластмасс горячего отверждения, протезы и другие зуботехнические изделия, изготовленные из ПХО, получаются более точными, лучше фиксируются в полости рта. Кроме того, в них возникают меньшие напряжения и, хотя по прочности они уступают пластмассам горячего отверждения, более гибкие. Модуль эластичности у них 2"20 3 МН/м 2 , а у пластмасс горячего отверждения - 3,8 • 10 3 МН/м 2 . При дополнительном нагревании с выдержкой в течение нескольких часов можно улучшить физико-механические показатели изделий из ПХО за счет уменьшения содержания остаточного мономера.



