В домашних условиях. Новичку сложно ориентироваться еще в мире, где нужно много всего что бы сделать простую плату, поэтому попытаюсь кратко и понятно рассказать как сделать плату не затратно и простенько. Итак, приступим к пошаговой инструкции.
Инструкция по изготовлению печатных плат
Рисунок платы

Фольгированный текстолит

Хлорное железо в продаже

Хлорное железо в кристаллах

Ванночка для травления

Ванночка для травления плат

Готовая самодельная плата
- 1. Понадобится для будущей платы текстолит, или стеклотекстолит.
- 2. Вырезаем аккуратно, предварительно разметив нужные размеры из куска, с небольшими припусками, я делаю примерно больше заготовку на 1 см, так лучше прижимать особенно малые платы потом, плюс еще часть уйдет на распилку, шлифовки и прочее.
- 3. После того как нужный кусок отрезан, берем наждачку покрупнее и проходимся ей по краям, чтобы не было зазубин, которые мешали бы прижатием.
- 4. Шлифуем мелкой наждачкой саму поверхность фольги аккуратно чтоб блестела.
- 5. Проходимся и смываем медную пыль после шлифовки растворителем 646 .
- 6. Ждем пока высохнет от предыдущего процесса, распечатываем на лазерном принтере на глянцевой бумаге то что есть с программы предварительно нарисовав дорожки и макеты какие требуются.
- 7. Проверяем то что напечатали, печатать надо с большим разрешением принтера, которое только возможно, и с выключенной экономии тонера.
- 8. Прикладываем заготовку, я приклеиваю края бумажным малярным скотчем, и утюжим с хорошим усилием минуты 2-3 разогретым утюгом с температурой 180-220 градусов в зависимости от того, какую температуру плавления имеет тонер.
- 9. Ждем пока остынет, не трогаем вообще ничего - остыть должно само собой медленно. Не надо ложить плату в морозилку, под вентилятор, за окно, в воду, тонер должен высохнуть как ему и полагается и только так надежно схватиться. Тут нужно время, как правило это 10-15 минут и надо запастись терпением.
- 10. Берем ванночку подходящих размеров, наливаем обычную прохладную воду примерно половину, кладем все это дело с бумагой после остывания, ждем пару минут и начинаем снимать и оттирать бумагу, действовать надо аккуратно, все делаю руками без подручных средств.
- 11. Берем такую же ванночку из пластика, не металла точно, хлорное железо (1-2 ложки на 200-300 грамм воды) разбавляем подогретой водой 40-50 градусов ждем пока смесь размешается как следует и перестанет активно пузырится.
- 12. Плату канцелярским двухсторонним скотчем приклеиваем к кусочку пенопласта от упаковочного материала, отправляем в плавание чуть покачав и хорошо дав промокнуть чтобы чуть притонула, и ждем, тут надо некоторое время.
- 13. Пока раствор свежий, травится печатная плата как правило 15-30 минут, после чего плату вытаскиваем, когда дорожки будут формы как в программе откуда печатали - и промываем под краном от остатков хлорного железа.
- 14. Берем ватку и ацетон - снимаем тонер который покрывал дорожки, хорошо прочищаем им чтоб не осталось и следа.
- 15. Шлифуем платку мелкой наждачкой от окислов и моем еще раз растворителем.
- 16. Все, можно покрыть раствором ЛТИ-120 и приступить к лужению.
- 17. После того как плата залужена, даем ей остыть и производим сверловку.
- 18. Проводим шлифовку обратной стороны, обрезку краев и придаем эстетически красивый и нужный вид и форму плате.
Сегодня мы будем говорить о такой технологии, как изготовление печатных плат в домашних условиях с использованием пленочного фоторезиста.
Примечание : фоторезист - полимерный (пленочный или аэрозольный) светочувствительный материал, который наносится на подложку (основу) методом фотолитографии, образуя на ней рисунок (окна) для их последующей обработки травящими или красящими веществами.
В принципе, существует несколько методов для изготовления печатных плат в домашних условиях. Перечислим их в порядке удобства (от менее удобного к более).
- Самый старый и самый менее точный метод это нанесение рисунка на плату с помощью лака. Таким методом нарисовать плату можно, но возникнут серьезные проблемы с воспроизводимостью и тонкими дорожками. Таким методом невозможно нарисовать дорожки под корпус TQFP-32.
- Более свежим методом является «лазерный утюг» (ЛУТ, лазерно-утюжная технология). Таким способом уже можно делать платы и довольно серьезные, но хорошей воспроизводимости у меня добиться не получилось. (периодически тонер плохо переводится или расплывается). Данным методом дорожки тоньше 0,5 мм делать и не пытался. 0,7 получается относительно стабильно.
- Самым, на мой взгляд, привлекательным способом изготовления плат в домашних условиях является использование пленочного фоторезиста. Данным методом у меня уверенно получаются дорожки 0,2 мм и расстояние между дорожками 0,2 мм. О нем и поговорим.
Для работы нам понадобятся следующие вещи:
- Фольгированный стеклотекстолит.
- Пленочный фоторезист (в моем случае негативный)
- Тонкая игла
- УФ лампа (у меня экономка на 26 ватт)
- Пленка для струйного принтера (возможно использовать и лазерный принтер, но для этого нужна специальная пленка да и тонер лазерного принтера более прозрачный)
- Струйный принтер (лазерный)
- Разведенная печатная плата (для этого подойдет любая программа, в которой вам будет удобно работать. Лично мне нравится PCB Layout)
- Стирательная резинка.
- Канцелярский нож (обойный нож или лезвие)
- Оргстекло (прозрачная часть от коробки для дисков)
- Две емкости (одна обязательно должна быть пластиковой)
- Надфиль
- Ножовка по металлу или ножницы по металлу
- Лимонная кислота
- Перекись водорода
Первое что необходимо сделать, это подготовить фотошаблон. Как работать с программами для создания печатных плат я рассказывать не буду. Они бывают разные и рассказать о всех и нюансах работы с ними будет проблематично. Расскажу только то, что непосредственно относится к печати платы.
При работе с негативным фоторезистом необходимо при печати установить галочку «негатив» при этом дорожки станут прозрачными, а все остальные области закрасятся черным цветом. Далее необходимо отключить все настройки для экономии чернил (тонера). На пленку должно попасть как можно больше чернил. Пленка для печати на струйном принтере имеет две стороны (глянцевая и матовая). Формировать изображение можно только на матовой стороне. При работе с фоторезистом отзеркаливать (как в ЛУТ-е) ничего не нужно (это при создании односторонней платы). Для двусторонней обратную сторону нужно отзеркалить.
Вот так выглядит распечатанный фотошаблон. В моем случае плата будет двусторонней. Поэтому и фотошаблона два. На фотографии нижний фотошаблон - это обратная сторона платы и распечатан он зеркально.
На первый взгляд, совместить шаблоны достаточно проблематично (по отношению к ЛУТ-у это будет верно), но при использовании фоторезиста это не составит большого труда! Это очень просто сделать на фоне любой лампы (подсветив пленку снизу). После совмещения отверстий, я скрепляю фотошаблон с трех сторон степлером.

Подготовка стеклотекстолита
На первом шаге изготовления печатной платы в домашних условиях мы вырезаем текстолит. Для этого я использую ножницы по металлу или ножовку по металлу (хотя собрался переходить на гильотину). Потом края обрабатываются надфилем.
Перед поклейкой фоторезиста с текстолита необходимо удалить всю грязь и окислы. Для этого достаточно одного ластика и чистой бумаги.
Ластиком тщательно обрабатываем всю поверхность текстолита. После обработки пальцами не дотрагиваться (может плохо прилипнуть фоторезист). Важно что бы на текстолите не осталось грязи, жира, окислов.

На фотографии видно обработанную ластиком часть и еще не обработанную. После того как всю плату обработали ластиком она полируется бумагой.

На фото плохо видно, но правая часть отполирована бумагой, а левая еще нет.
Следующим шагом идет поклейка фоторезиста. Здесь нам необходимо отрезать фоторезиста немного больше, чем заготовка из текстолита. Фоторезист состоит из трех частей. С двух сторон прозрачная пленка, между которыми и заключен сам фоторезист.
Для начала необходимо тонкой иглой поддеть внутреннюю тонкую пленку (пленочный фоторезист продается в рулонах и намотан стороной с тонкой пленкой во внутрь) и снять ее на несколько миллиметров (всю не снимать). После чего фоторезист прикладывается к заготовке из текстолита и мягкой тканью (я использую ватные диски) разглаживается. Потом отклеивается еще немного пленки и процесс повторяется. Главное чтобы фоторезист хорошо приклеился к текстолиту. (Работать можно при обычном освещении, главное, чтобы не попадали прямые солнечные лучи, а хранить фоторезист нужно в темном месте).

Далее кладем текстолит нашей будущей печатной платы с наклеенным фоторезистом на ровную поверхность, накрываем фотошаблоном, а сверху все это дело - оргстеклом. После чего включается ультрафиолетовая (УФ) лампа для засветки.

Время засветки платы может изменяться и его необходимо подбирать экспериментально (в моем случае засветка длится три минуты). Для определения времени засветки делается фотошаблон с цифрами 1, 2, 3, 4… (это минуты) Накрывается непрозрачным материалом и каждую минуту сдвигается от большего к меньшему. Оно зависит от расстояния от лампы до заготовки, толщины оргстекла и мощности самой лампы (кстати засвечивать можно и не УФ лампой, а мощной «экономкой»).
Сразу после засветки ультрафиолетовой лампой печатная плата у нас может выглядеть следующим образом:

После засвета плату необходимо прогреть. При этом, рисунок становится более контрастным. Для этого плата кладется между двумя листами белой бумаги и прогревается утюгом на средней температуре в течении пяти секунд.
На этом этапе изготовления печатной платы необходимо отмыть не засвеченный фоторезист. Для этого в емкость набирается немного воды, в которую добавляется сода (я делаю примерно 100 мл воды и чайная ложка соды). Теперь снимается вторая защитная пленка с фоторезиста. Она более толстая и иголка тут не требуется. Снимать необходимо аккуратно, чтобы не отодрать фоторезист с платы. На краях платы он может потянуться за пленкой. В таком случае, необходимо начать снимать плёнку с другой стороны Плата помещается в раствор, каждые три минуты текстолит вынимается и под струей теплой воды протирается мягкой губкой. Процедура повторяется до полного снятия не засвеченного фоторезиста.

Травление платы
Есть множество растворов, в которых можно вытравить плату. У каждого есть свои достоинства и недостатки. Мне нравится травить платы в растворе лимонной кислоты в перекиси водорода. Данный метод мне нравится тем, что раствор не оставляет пятен, не воняет и вообще более экологически чистый.
Для приготовления раствора необходимо растворить 30 грамм лимонной кислоты, одну чайную ложку соли (выступает в качестве катализатора) в 100 мл перекиси водорода. Готовить раствор и дальнейшее травление платы необходимо проводить в пластиковой емкости, желательно на водяной бане. Я использую два судка (пластиковый и металлический). В металлический судок я наливаю горячую воду, а в пластиковом судке провожу процесс травления. Травится относительно быстро (около 10 минут).

Вот как выглядит процесс травления печатной платы в домашних условиях:

А вот и практически готовая плата. На этом этапе необходимо отмыть оставшийся фоторезист. Для этого в ванночку наливаем горячую воду (около 70-80 градусов) и растворяем в ней соду (соду не жалеть, концентрацию делаем раз в пять больше). Оставляем минут на десять, а далее отмываем мочалкой (на этот раз можно тереть жесткой стороной)

Вот как выглядит наша плата после "помывки":

Сверление платы
До того как я начал делать платы, меня всегда пугал этот вопрос. Тонким сверлом работать не просто, а сверлильный станок или дремель стоит денег. Но после первой попытки я понял, что вполне можно работать сверлом диаметром 1 мм и обычным шуруповертом (дрелью). К сожалению для более тонких отверстий шуруповерт уже не подойдет.
Сейчас я сверлю самодельным сверлильным станком. Минимальное сверло использую диаметром 0,5 мм. (для переходных отверстий).

Вот еще один пример:

Лужение печатной платы, пайка
От этого этапа я планирую отказаться. Нет, я не говорю, что лужение это лишнее. Оно очень даже нужно. Лужение защищает медную дорожку от окисления. Просто хочу перейти на УФ маску. Плата выглядит гораздо приятней. Да и дорожка совсем спрятана, что исключает (КЗ) по линиям.
Не верьте тем, кто говорит, что для пайки (лужения) нужна . Я начинал паять 25-ти ваттным паяльником с тонким жалом. И прекрасно справлялся с SMD 0805 и корпусами TQFP32. Сейчас приобрел паяльную станцию. Конечно стало удобней но незаменимой вещью ее назвать нельзя. Кстати сейчас паяю жалом К-типа. Думал приобрести себе микроволну, но настолько мелкие корпуса мне не попадались, а покупать жало так мне не хочется. Да и жала для моей станции стоят не дешево.

Для удобной пайки необходимо жало держать в чистоте. Можно не тратиться на заводские приспособы, а сделать все самостоятельно. Металлическая мочалка поможет убрать лишний припой с жала, а жесткая сторона обычной мочалки, вымоченная в аптечном глицерине прекрасно подойдет для снятия гари и окислившегося припоя.

В процессе лужения флюса не жалейте. После лужения и пайки всех компонентов плату необходимо промыть. Для этого можно купить промывку для печатных плат. А можно промыть в смеси бензина «Калоша» и изопропилового спирта (особой концентрации я не придерживаюсь) это и будет заводская промывка для печатных плат, только гораздо дешевле.
Итог всего сказанного выше: изготовление печатных плат в домашних условиях - вполне реальное и (что важно) не сильно затратное в финансовом плане предприятие, которое может позволить себе каждый! Естественно, если Вас интересует данная тема?
Как всегда, задавайте свои вопросы или высказывайте пожелания в конце статьи в комментариях. Мы будем рады на них ответить!
Самодельная печатная плата
Как изготовить печатную плату в домашних условиях с помощью лазерно-утюжнаой технологии. Имеется в виду термоперенос тонера с бумаги на поверхность металлизации будущей печатной платы.
Много раз пытался изготовить печатную плату с использованием лазерно-утюжнаой технологии, но мне так ни разу не удалось получить надёжный легко повторяемый результат. Кроме того, при изготовлении платы мне необходимы протравленные отверстия в контактных площадках размером не более 0,5мм. Впоследствии, я их использую при сверлении, для того, чтобы отцентровать сверло диаметром 0,75мм.
Брак проявляется в виде смещения или изменения ширины дорожек, а так же в неодинаковой толщине тонера оставшегося на медной фольге после удаления бумаги. Кроме того, при удалении бумаги перед травлением, проблематично очистить каждое отверстие в тонере от остатков целлюлозы. В результате, при травлении печатной платы появляются дополнительные трудности, которых удалось избежать, только сделав всё наоборот. http://oldoctober.com/ru/
Предполагаю, что причина, вызывающая брак следующая.
Бумага, нагреваясь до высокой температуры начинает коробиться. В то время как температура фольгированного стеклотекстолита всегда немного ниже. Тонер частично закрепляется на фольге, но остаётся расплавленным со стороны бумаги. При короблении, бумага сдвигается и изменяет первоначальную форму проводников.
В самом начале хочу предупредить, что технология не лишена определённых недостатков.
Первый, это отсутствие специальной бумаги для термопереноса, вместо которой я предлагаю подобрать подходящую бумагу для самоклеящихся этикеток. К сожалению, не всякая бумага годится. Нужно выбрать ту, у которой этикетки плотнее, а подложка имеет хорошую, ровную поверхность.
Второй недостаток состоит в том, что размер печатной платы ограничен размерами подошвы утюга. Кроме того, не каждый утюг может достаточно равномерно разогреть фольгированный стеклотекстолит, поэтому лучше выбрать самый массивный.
Однако, при всех этих недостатках, описываемая ниже технология позволила мне получить стабильный, легко повторяемый результат, при мелкосерийном производстве.
Суть изменения традиционного процесса состоит в том, что предлагается нагревать не бумагу с тонером, а сам фольгированный стеклотекстолит.
Основное преимущество состоит в том, что при этом способе легко контролировать температуру в зоне плавления тонера. Кроме того, резиновый валик позволяет равномерно распределить давление и предотвратить раздавливание тонера.(Я везде пишу именно про фольгированный стеклотекстолит, так как другие материалы не испытывал).
Технология одинаково хорошо подходит для фольгированного стеклотекстолита разной толщины, но лучше использовать материал не толще одного миллиметра, так как его легко резать ножницами.
Итак, берём кусок, самого что ни на есть, затрапезного фольгированного стеклотекстолита и обрабатываем его шкуркой. Очень крупную шкурку использовать не стоит, так как можно повредить будущие дорожки. Однако можно не шкурить, если вы располагаете куском нового стеклотекстолита. Поверхность меди требуется тщательно очистить и обезжирить в любом случае.

Делаем трафарет для термопереноса. Для чего отрезаем необходимый кусок от листа бумаги для этикеток отделяем от подложки сами этикетки. В начале листа нужно оставить кусочек этикетки, чтобы предотвратить застревание подложки в механизме принтера.
Не следует прикасаться руками тех мест на подложке, куда впоследствии будет нанесён тонер.

Если толщина фольгированного стеклотекстолита один и менее миллиметра, то расстояние между краями отдельных плат можно выбрать 0,2мм, если больше и вы собираетесь разрезать заготовку ножовкой, то — 1,5-2,0мм в зависимости от толщины полотна и допуска на обработку.

Слой тонера я использую тот, что заложен по-умолчанию в дрйвере принтера, а вот «B & W Halftones:» (Ч/Б Полутон) следует выбрать «Solid» (Сплошной). Иными словами, нужно предотвратить появление растра. Вы его можете не увидеть на трафарете, однако это может сказаться на толщине тонера.

Закрепляем трафарет на отрезке фольгированного стеклотекстолита канцелярскими скрепками. Ещё одну скрепку цепляем на свободный край трафарета, чтобы он не соприкоснулся с утюгом.
Температура плавления тонера разных марок составляет примерно 160-180С. Поэтому, температура утюга должна быть чуть выше на 10-20С. Если ваш утюг не нагревается до температуры 180С, то придётся его подрегулировать.

Перед нагревом, подошву утюга следует тщательно очистить от жира и других загрязнений!
Разогреваем утюг до температуры 180-190 градусов и плотно прижимаем к фольгированному стеклотекстолиту так, как показано на рисунке. Если расположить утюг иначе, плата может разогреться слишком неравномерно, так как обычно утюг разогревается на 20-30С сильнее в широкой части. Выдерживаем две минуты.

После этого, снимаем утюг и одним движением, с усилием прикатываем трафарет к фольгированному стеклотекстолиту используя резиновый валик для накатки фотографий.
Если во время прикатывания происходит раздавливание тонера, то есть, дорожки съёзжают в сторону или меняют свои очертания, то следует уменьшить количество тонера в драйвере принтера.
Нужно, чтобы центр валика всегда двигался вдоль центра платы. Ручку валика нужно держать так, чтобы не допустить появления вектора силы направленного “вокруг” ручки.

Ещё несколько раз сильно прикатываем трафарет и прижимаем полученный «бутерброд» чем-нибудь тяжёлым, предварительно проложив сложенную в несколько раз газету для того, чтобы равномерно распределить вес.
Прикатывать трафарет следует всякий раз в одну и ту же сторону. Валик начинает движение от места крепления трафарета.

Минут через десять можно снять пресс и удалить трафарет. Вот что получилось.

Теперь нужно к обратной стороне платы приклеить любым способом что-то такое, за что впоследствии можно будет эту плату удерживать при травлении. (Я использую термоклей.)

Травим плату в растворе хлорного железа.
Как приготовить раствор?
Если банка с хлорным железом разгерметизирована, то там, скорее всего, уже есть сверхконцентрированный раствор. Его можно слить в посуду для травления и добавить немного воды.
Если хлорное железо ещё не покрылось водой, то это можно сделать самому. Наверное, можно достать и сами кристаллы из банки, но не используйте для этого фамильное серебро.
Имейте в виду, в сверконцентрированном растворе процесс травления не пойдёт, поэтому, получив такой раствор, нужно добавить немного воды.
В качестве посуды лучше всего использовать фото ванночку из винипласта, но можно и любую другую.
На снимке видно, что плата плавает на поверхности раствора за счёт его поверхностного натяжения. Этот метод хорош тем, что продукты травления не задерживаются на поверхности платы, а сразу опускаются на дно ванночки.

В самом начале травления нужно убедиться, что под платой не осталось воздушных пузырей. В процессе травления желательно проверять, чтобы травление протекало равномерно на всей поверхности платы.
Если есть какая-то неоднородность, то нужно активировать процесс старой зубной щёткой или чем-то подобным. Но делать это нужно осторожно, чтобы не разрушить слой тонера.
Особое внимание следует уделить отверстиям в контактных площадках. Места, на которых процесс травления не пошёл сразу — более светлые. В принципе, достаточно в самом начале процесса добиться потемнения всей поверхности и всех отверстий и тогда успех предрешён.

Если основная часть платы вытравилась за 15 минут, то не стоит увеличивать общее время травления больше, чем в два раза, то есть более 30 минут. Дальнейшее травление не только уменьшит ширину проводников, но и может частично разрушить тонер.
Обычно за удвоенное время вытравляются все отверстия 0,5мм в контактных площадках.
Моторчик крутит небольшой эксцентрик, который создаёт вибрации в растворе (не обязательно, если периодически приподнимать и шевелить плату).
Смываем тонер тампоном смоченным в ацетоне.
Вот, что получилось. Слева плата ещё покрыта тонером. Ширина дорожек 0,4мм.


Теперь можно удалить заусенцы, образовавшиеся на меди при сверлении. Для этого, сначала закатываем их при помощи шарикоподшипника закреплённого в какой-нибудь удобной оправке. При этом плату лучше разместить на твёрдой ровной поверхности. Затем, мелкой шкуркой удаляем окисел с поверхности меди, если он образовался.

Лудим заготовку, для чего предварительно покрываем её слоем флюса.



Сходил в магазин канцтоваров и сфотографировал упаковку с Самоклеящимися этикетками. Именно эта бумага плохо подходит для термопереноса. Хотя, если нет другой, то можно использовать и эту после некоторой доработки.

Бумага, которая оказалась самой удобной для термопереноса, оказалась производства финской компании «Campas». А так как на мелкой упаковке нет никаких опознавательных знаков, то вряд ли удастся её идентифицировать без тестирования.
Сегодня мы выступим в немного непривычном для себя амплуа, будем рассказывать не о гаджетах, а о технологиях, которые стоят за ними. Месяц назад мы были в Казани, где познакомились с ребятами из Навигатор-кампуса . Заодно побывали на расположенном близко (ну, относительно близко) заводе по производству печатных плат - Технотех . Этот пост - попытка разобраться в том, как же все-таки производят те самые печатные платы.
Итак, как же все-таки делают печатные платы для наших любимых гаджетов?
На заводе умеют делать платы от начала и до конца - проектирование платы по вашему ТЗ, изготовление стеклотекстолита, производство односторонних и двухсторонних печатных плат, производство многослойных печатных плат, маркировка, проверка, ручная и автоматическая сборка и пайка плат.
Для начала, я покажу, как делают двухсторонние платы. Их техпроцесс ничем не отличается от производства односторонних печатных плат, кроме того, что при изготовлении ОПП не производят операции на второй стороне.
О методах изготовления плат
Вообще, все методы изготовления печатных плат можно разделить на две большие категории: аддитивные(от латинского additio
-прибавление) и субтрактивные (от латинского subtratio
-отнимание). Примером субтрактивной технологии является всем известный ЛУТ(Лазерно-утюжная технология) и его вариации. В процессе создания печатной платы по этой технологии мы защищаем будущие дорожки на листе стеклотекстолита тонером от лазерного принтера, а затем стравливаем все ненужное в хлорном железе.В аддитивных методах проводящие дорожки, наоборот, наносятся на поверхность диэлектрика тем или иным способом.
Полуаддитивные методы(иногда их еще называют комбинированными.) - нечто среднее между классическими аддитивными и субтрактивными. В процессе производства ПП по этому методу часть проводящего покрытия может стравливаться(иногда почти сразу после нанесения), но как правило это происходит быстрее/проще/дешевле, чем в субтрактивных методах. В большинстве случаев, это следствие того, что большая часть толщины дорожек наращивается гальваникой или химическими методами, а слой, который подвергается травлению - тонкий, и служит лишь в качестве проводящего покрытия для гальванического осаждения.
Я покажу именно комбинированный метод.
Изготовление двухслойных печатных плат по комбинированному позитивному методу(полуаддитивный метод)
Изготовление стеклотекстолита
Процесс начинается с изготовления фольгированного стеклотекстолита. Стеклотекстолит - это материал, состоящий из тонких листов стекловолокна(они похожи на плотную блестящую ткань), пропитанных эпоксидной смолой и спрессованных стопкой в лист. Сами полотна стекловолокна тоже не слишком просты - это плетеные(как обычная ткань в вашей рубашке) тонкие-тонкие нити обычного стекла. Они настолько тонкие, что могут легко гнуться в любых направлениях. Выглядит это примерно вот так:

Увидеть ориентацию волокон можно на многострадальной картинке из википедии:

В центре платы, светлые участки - это волокна идут перпендикулярно срезу, участки чуть темнее - параллельно.
Или например на микрофотографии tiberius , насколько я помню из этой статьи:

Итак, начнем.
Стекловолоконное полотно поступает на производство вот в таких бобинах: 
Оно уже пропитано частично отвержденной эпоксидной смолой - такой материал называется препрегом , от английского pre
-impreg
nated - предварительно пропитанный. Так как смола уже частично отверждена, она уже не такая липкая, как в жидком состоянии - листы можно брать руками, совсем не опасаясь испачкаться в смоле. Смола станет жидкой только при нагреве фольги, и то лишь на несколько минут, прежде чем застыть окончательно.
Нужное количество слоев вместе с медной фольгой собирается вот на этом аппарате:
А вот сам рулон фольги.
Далее полотно нарезается на части и поступает в пресс высотой в два человеческих роста:
На фото Владимир Потапенко, начальник производства.
Интересно реализована технология нагрева во время прессования: нагреваются не части пресса, а сама фольга. На обе стороны листа подается ток, который за счет сопротивления фольги нагревает лист будущего стеклотекстолита. Прессование происходит при сильно пониженном давлении, для исключения появления воздушных пузырей внутри текстолита
При прессовании, за счет нагрева и давления, смола размягчается, заполняет пустоты и после полимеризации получается единый лист.
Вот такой:
Он нарезается на заготовки для плат специальным станком:
Технотех использует два вида заготовок: 305х450 - маленькая групповая заготовка, 457х610 - большая заготовка
После этого к каждому комплекту заготовок распечатывается маршрутная карта, и путешествие начинается…
Маршрутная карта - это вот такая бумажка с перечнем операций, информацией о плате и штрих-кодом. Для контроля выполнения операций используется 1С 8, в которую внесена вся информация о заказах, о техпроцессе и так далее. После выполнения очередного этапа производства сканируется штрихкод на маршрутном листе и заносится в базу.
Сверловка заготовок
Первый этап производства однослойных и двухслойных печатных плат - сверление отверстий. С многослойными платами все сложнее, и я расскажу об этом позже. Заготовки с маршрутными листами поступают на участок сверловки:
Из заготовок собирается пакет для сверловки. Он состоит из подложки(материал типа фанеры), от одной до трех одинаковых заготовок печатных плат и алюминиевой фольги. Фольга нужна для определения касания сверла поверхности заготовки - так станок определяет поломку сверла. Еще при каждом захвате сверла он контролирует его длину и заточку лазером.

После сборки пакета он закладывается вот в этот станок:

Он такой длинный, что мне пришлось сшивать эту фотку из нескольких кадров. Это швейцарский станок фирмы Posalux, точной модели, к сожалению не знаю. По характеристикам он близок вот к этому . Он ест трехразовое трехфазное питание напряжением 400В, и потребляет при работе 20 КВт. Вес станка около 8 тонн. Он может одновременно обрабатывать четыре пакета по разным программам, что в сумме дает 12 плат за цикл(естественно, что все заготовки в одном пакете будут просверлены одинаково). Цикл сверления - от 5 минут до нескольких часов, в зависимости от сложности и количества отверстий. Среднее время - около 20 минут. Всего таких станков у технотеха три штуки.

Программа разрабатывается отдельно, и подгружается по сети. Все что надо сделать оператору - отсканировать штрихкод партии и заложить пакет из заготовок внутрь. Емкость инструментального магазина: 6000 сверл или фрез.

Рядом стоит большой шкаф со сверлами, но оператору нет необходимости контролировать заточку каждого сверла и менять его - станок все время знает степень износа сверл - записывает себе в память сколько отверстий было просверлено каждым сверлом. При исчерпании ресурса сам меняет сверло на новое, старые сверла останется выгрузить из контейнера и отправить на повторную заточку.

Вот так выглядят внутренности станка:

После сверловки в маршрутном листе и базе делается отметка, а плата отправляется по этапу на следующий этап.

Очистка, активация заготовок и химическое меднение.
Хоть станок и пользуется своими «пылесосом» во время и после сверловки, поверхность платы и отверстий все равно надо очистить от загрязнений и подготовить к следующей технологической операции. Для начала, плата просто очищается в моющем растворе механическими абразивами
Надписи, слева направо: «Камера зачистки щетками верх/низ», «Камера промывки», «Нейтральная зона».
Плата становится чистой и блестящей:

После этого в похожей установке проводится процесс активации поверхности. Для каждой поверхности вводится серийный номер Активация поверхности - это подготовка к осаждению меди на внутреннюю поверхность отверстий для создания переходных отверстий между слоями платы. Медь не может осесть на неподготовленную поверхность, поэтому плату обрабатывают специальными катализаторами на основе палладия. Палладий, в отличии от меди, легко осаждается на любую поверхность, и в дальнейшем служит центрами кристаллизации для меди. Установка активации:

После этого, последовательно проходя несколько ванн в еще одной похожей установке заготовка обзаводится тонким(меньше микрона) слоем меди в отверстиях. 
Дальше этот слой гальваникой наращивается до 3-5 микрон - это улучшает стойкость слоя к окислению и повреждениям.
Нанесение и экспонирование фоторезиста, удаление незасвеченных участков.
Дальше плата отправляется в участок нанесения фоторезиста. Нас туда не пустили, потому что он закрыт, и вообще, там чистая комната, поэтому ограничимся фотографиями через стекло. Нечто подобное я видел в Half-Life(я про трубы, спускающиеся с потолка):
Собственно вот зеленая пленка на барабане - это и есть фоторезист.

Далее, слева направо(на первой фотографии): две установки нанесения фоторезиста, дальше автоматическая и ручная рамы для засветки по заранее подготовленным фотошаблонам. В автоматической раме присутствует контроль, который учитывает допуск по совмещению с реперными точками и отверстиями. В ручной рамке маска и плата совмещаются руками. На этих же рамах экспонируется шелкография и паяльная маска. Дальше - установка проявки и отмывки плат, но так как мы туда не попали, фотографий этой части у меня нет. Но там ничего интересного - примерно такой же конвейер как в «активации», где заготовка проходит последовательно несколько ванн с разными растворами.
А на переднем плане - огромный принтер, который эти самые фотошаблоны печатает:

Вот плата с нанесенным, экспонированным и проявленным:

Обратите внимание, фоторезист нанесен на места, на которых в дальнейшем не будет меди - маска негативная, а не позитивная, как в в ЛУТ-е или домашнем фоторезисте. Это потому, что в дальнейшем наращивание будет происходить в местах будущих дорожек.

Это тоже позитивная маска:

Все эти операции происходят при неактиничном освещении, спектр которого подобран таким образом, чтобы одновременно не оказывать влияния на фоторезист и давать максимальную освещенность для работы человека в данном помещении.
Люблю объявления, смысл которых я не понимаю:

Гальваническая металлизация
Теперь настал через ее величества - гальванической металлизации. На самом деле, ее уже проводили на прошлом этапе, когда наращивали тонкий слой химической меди. Но теперь слой будет наращён еще больше - с 3 микрон до 25. Это уже тот слой, который проводит основной ток в переходных отверстиях. Делается это вот в таких ваннах:
В которых циркулируют сложные составы электролитов:

А специальный робот, повинуясь заложенной программе, таскает платы из одной ванны в другую:

Один цикл меднения занимает 1 час 40 минут. В одной паллете могут обрабатываться 4 заготовки, но в ванне таких паллет может быть несколько.
Осаждение металлорезиста
Следующая операция представляет собой еще одну гальваническую металлизацию, только теперь осаждаемый материал не медь, а ПОС - припой свинец-олово. А само покрытие, по аналогии с фоторезистом называется металлорезистом. Платы устанавливаются в раму:
Эта рама проходит несколько уже знакомых нам гальванических ванн:

И покрывается белым слоем ПОС-а. На заднем плане видна другая плата, еще не обработанная:

Удаление фоторезиста, травление меди, удаление металлорезиста

Теперь с плат смывается фоторезист, он выполнил свою функцию. Теперь на все еще медной плате остались дорожки, покрытые металлорезистом. На этой установке происходит травление в хитром растворе, который травит медь, но не трогает металлорезист. Насколько я запомнил, он состоит из углекислого аммония, хлористого аммония и гидрооксида аммония. После травления платы выглядят вот так:

Дорожки на плате - это «бутерброд» из нижнего слоя меди и верхнего слоя гальванического ПОС-а. Теперь, другим еще более хитрым раствором проводится другая операция - слой ПОС-а убирается, не затрагивая слой меди.

Правда, иногда ПОС не убирается, а оплавляется в специальных печах. Или плата проходит горячее лужение(HASL-процесс) - когда она опускается в большую ванну с припоем. Сначала она покрывается канифольным флюсом:

И устанавливается вот в такой автомат:

Он опускает плату в ванну с припоем и тут же вытаскивает ее обратно. Потоки воздуха сдувают лишний припой, оставляя лишь тонкий слой на плате. Плата получается вот такая:

Но на самом деле метод немного «варварский» и не очень действует на платы, особенно многослойные - при погружении в расплав припоя плата переносит температурный шок, что не очень хорошо действует на внутренние элементы многослойных плат и тонкие дорожки одно- и двухслойных.
Гораздо лучше покрывать иммерсионным золотом или серебром. Вот очень хорошая информация о иммерсионных покрытиях, если кому интересно.
Мы не побывали на участке иммерсионных покрытий, по банальной причине - он был закрыт, а за ключом было идти лень. А жаль.
Электротест
Дальше почти готовые платы отправляются на визуальный контроль и электротест. Электротест - это когда проверяются соединения всех контактных площадок между собой, нет ли где обрывов. Выглядит это очень забавно - станок держит плату и быстро-быстро тыкает в нее щупами. Видео этого процесса можно посмотреть у меня в инстаграме (кстати, подписаться можно там же). А в виде фото это выглядит вот так:
Та большая машина слева - и есть электротест. А вот и сами щупы ближе:

На видео, правда, была другая машинка - с 4 щупами, а тут их 16. Говорят, гораздо быстрее всех трех старых машинок с четырьмя щупами вместе взятых.
Нанесение паяльной маски и покрытие контактных площадок
Следующий технологический процесс - нанесение паяльной маски. То самое зеленое(ну, чаще всего зеленое. А вообще оно бывает очень разных цветов) покрытие, которое мы видим на поверхности плат. Подготовленные платы:
Закладываются вот в такой автомат:

Который через тонкую сеточку размазывает полужидкую маску по поверхности платы:

Видео нанесения, кстати, тоже можно посмотреть в инстаграме (и подписаться тоже:)
После этого, платы сушатся, пока маска перестанет липнуть, и экспонируются в той же желтой комнате, что мы видели выше. После этого, неэкспонированная маска смывается, обнажая контактные пятачки:

Потом их покрывают финишным покрытием - горячим лужением или иммерсионным нанесением:

И наносят маркировку - шелкографию. Это белые(чаще всего) буковки, которые показывают, где какой разъем и какой элемент тут стоит.
Она может наносится по двум технологиям. В первом случае все происходит так же, как и с паяльной маской, отличается лишь цвет состава. Она закрывает всю поверхность платы, потом экспонируется, и неотвержденные ультрафиолетом участки смываются. Во втором случает ее наносит специальный принтер, печатающий хитрым эпоксидным составом:

Это и дешевле, и гораздо быстрее. Военные, кстати, не жалуют этот принтер, и постоянно указывают в требованиях к своим платам, что маркировка наносится только фотополимером, что очень огорчает главного технолога.
Изготовление многослойных печатных плат по методу металлизации сквозных отверстий:
Все, что я описал выше - касается только односторонних и двухсторонних печатных плат(на заводе их, кстати, никто так не называет, все говорят ОПП и ДПП). Многослойные платы(МПП) делаются на этом же оборудовании, но немного по другой технологии.Изготовление ядер
Ядро - это внутренний слой тонкого текстолита с медными проводниками на нем. Таких ядер в плате может быть от 1(плюс две стороны - трехслойная плата) до 20. Одно из ядер называется золотым - это означает, что оно используется в качестве реперного - того слоя, по которому выставляются все остальные. Ядра выглядят вот так:
Изготавливаются они точно так же, как и обычные платы, только толщина стеклотекстолита очень мала - обычно 0,5мм. Лист получается такой тонкий, то его можно изгибать, как плотную бумагу. На его поверхность наносится медная фольга, и дальше происходят все обычные стадии - нанесение, экспонирование фоторезиста и травление. Итогом этого являются вот такие листы:

После изготовления дорожки проверяются на целостность на станке, который сравнивает рисунок платы на просвет с фотошаблоном. Кроме этого, существует еще и визуальный контроль. Причем реально визуальный - сидят люди и смотрят в заготовки:

Иногда какая-то из стадий контроля выносит вердикт о плохом качестве одной из заготовок(черные крестики):

Этот лист плат, в которой случился дефект все равно изготовится полностью, но после нарезки бракованная плата пойдет в мусор. После того, как все слои изготовлены и проверены, наступает черед следующей технологической операции.
Сборка ядер в пакет и прессование
Это происходит в зале под названием «Участок прессования»:
Ядра для платы выкладываются вот в такую стопочку:

А рядом кладется карта расположения слоев:

После чего в дело вступает полуавтоматическая машина прессования плат. Полуавтоматичность ее заключается в том, что оператор должен по ее команде подавать ей ядра в определенном порядке.

Перекладывая их для изоляции и склеивания листами препрега:

А дальше начинается магия. Автомат захватывает и переносит листы в рабочее поле:

А затем совмещает их по реперным отверстиям относительно золотого слоя.

Дальше заготовка поступает в горячий пресс, а после прогрева и полимеризации слоев - в холодный. После этого мы получаем такой же лист стеклотекстолита, который ничем не отличается от заготовок для двухслойных печатных плат. Но внутри у него доброе сердце несколько ядер со сформированными дорожками, которые, правда, еще никак не связаны между собой и разделены изолирующими слоями полимеризированного препрега. Дальше процесс проходит те же стадии, что я уже описывал ранее. Правда, за небольшим различием.
Сверловка заготовок
При сборке пакета ОПП и ДПП для сверловки его не нужно центровать, и его можно собирать с некоторым допуском - все равно это первая технологическая операция, и все остальные будут ориентироваться на нее. А вот при сборке пакета многослойных печатных плат очень важно привязаться к внутренним слоям - при сверловке отверстие должно пройти насквозь все внутренние контакты ядер, соединив их в экстазе при металлизации. Поэтому пакет собирается вот на такой машинке:
Это рентгеновский сверлильный станок, который видит сквозь текстолит внутренние металлически реперные метки и по их расположению сверлит базовые отверстия, в которые вставляются крепежи для установки пакета в сверлильный станок.

Металлизация
Дальше все просто - заготовки сверлятся, очищаются, активируются и металлизируются. Металлизация отверстия связывает между собой все медные пяточки внутри печатной платы:
Таким образом, завершая электронную схему внутренностей печатной платы.
Проверка и шлифы
Дальше от каждой платы отрезается кусочек, который шлифуется и рассматривается в микроскоп, для того, чтобы удостовериться, что все отверстия получились нормально. 
Эти кусочки называются шлифы - поперечно срезанные части печатной платы, которые позволяет оценить качество платы в целом и толщину медного слоя в центральных слоях и переходных отверстиях. В данном случае, под шлиф пускают не отдельную плату, а специально сделанные с краю платы весь набор диаметров переходных отверстий, которые используются в заказе. Шлиф, залитый в прозрачный пластик выглядит вот так:

Фрезеровка или скрайбирование
Далее платы, которые находятся на групповой заготовке необходимо разделить на несколько частей. Делается это либо на фрезерном станке:
Который фрезой вырезает нужный контур. Другой вариант - скрайбирование, это когда контур платы не вырезается, а надрезается круглым ножом. Это быстрее и дешевле, но позволяет делать только прямоугольные платы, без сложных контуров и внутренних вырезов. Вот скрайбированная плата:

А вот фрезерованная:

Если заказывалось только изготовление плат, то на этом все заканчивается - платы складывают в стопочку:

Оборачивается все тем же маршрутным листом:

И ждет отправки.
А если нужна сборка и запайка, то впереди есть еще кое-что интересное.
Сборка

Дальше плата, если это необходимо поступает на участок сборки, где на нее напаиваются нужные компоненты. Если мы говорим о ручной сборке - то все понятно, сидят люди(кстати, в большинстве своем женщины, когда я к ним зашел, у меня уши в трубочку свернулись от песни из магнитофона «Боже, какой мужчина»):

И собирают, собирают:

А вот если говорить о автоматической сборке, то там все гораздо интереснее. Происходит это вот на такой длинной 10-метровой установке, которая делает все - от нанесения паяльной пасты до пайки по термопрофилям.

Кстати, все серьёзно. Там заземлены даже коврики:

Как я говорил, начинается все с того, что на неразрезанный лист с печатными платами устанавливают вместе с металлическим шаблоном в начало станка. На шаблон густо намазывается паяльная паста, и ракельный нож проходя сверху оставляет точно отмерянные количества пасты в углублениях шаблона.

Шаблон поднимается, и паяльная паста оказывается в нужных местах на плате. Кассеты с компонентами устанавливаются в отсеки:

Каждый компонент заводится в соответствующую ему кассету:

Компьютеру, управляющему станком, говорится где какой компонент находится:

И он начинает расставлять компоненты на плате.

Выглядит это вот так(видео не мое). Можно смотреть вечно:
Аппарат установки компонентов называется Yamaha YS100 и способен устанавливать 25000 компонентов в час(на один тратится 0.14 секунды).
Дальше плата проходит горячую и холодные зоны печки(холодная - это значит «всего» 140°С, по сравнению с 300°С в горячей части). Побыв строго определенное время в каждой зоне со строго определенной температурой, паяльная паста плавится, образуя одно целое с ножками элементов и печатной платой:

Запаянный лист плат выглядит вот так:

Все. Плата разрезается, если нужно и упаковывается, чтобы вскоре уехать к заказчику:

Примеры
Напоследок, примеры того, что технотех может делать. Например, конструирование и изготовление многослойных плат(до 20 слоев), включая платы для BGA компонентов и HDI платы:
C со всеми «номерными» военными приемками(да, на каждой плате вручную ставится номер и дата изготовления - этого требуют военные):

Проектирование, изготовления и сборка плат практически любой сложности, из своих или из компонентов заказчика:

И ВЧ, СВЧ, платы с металлизированным торцом и металлическим основанием(фотографий этого я не сделал, к сожалению).
Конечно, они не конкурент резониту в плане быстрых прототипов плат, но если у вас от 5 штук, рекомендую запросить у них стоимость изготовления - они очень хотят работать с гражданскими заказами.
И все-таки, в России производство еще есть. Что бы там не говорили.
Напоследок можно отдышаться, поднять глаза на потолок и попытаться разобраться в хитросплетениях труб:
В этой заметке я разберу популярные способы для создания печатных плат самостоятельно в домашних условиях: ЛУТ, фоторезист, ручное рисование. А также с помощью каких программ лучше всего рисовать ПП.
Когда-то электронные устройства монтировали с помощью навесного монтажа. Сейчас так собирают разве что ламповые аудиоусилители. В массовом ходу печатный монтаж, который преквратился уже давно в настоящую отрасль со своими хитростями, особенностями и технологиями. А хитростей там немало. Особенно при создании ПП для высокочастотных устройств. (Думаю, что сделаю как-нибудь обзор литературы и особенностей проектирования расположения проводников ПП)
Общий принцип создания печатных плат (ПП) заключается в том, чтобы на поверность из непроводящего ток материала нанести дорожки, которые этот самый ток проводят. Дорожки соединяют радиодетали согласно требуемой схеме. На выходе получается электронное устройство, которое можно трясти, носить, иногда даже мочить без боязни его повредить.
В общих чертах технология создания печатной платы в домашних условиях состоит из нескольких шагов:
- Выбрать подходящий фольгированный стеклотекстолит. Почему текстолит? Его проще достать. Да и подешевле получается. Зачастую для любительского устройства этого достаточно.
- Нанести на текстолит рисунок печатной платы
- Стравить лишнюю фольгу. Т.е. убрать лишнюю фольгу с участков платы, на которых нет рисунка проводников.
- Просверлить отверстия под выводы компонентов. Если требуется просверлить отверстия под компоненты с выводами. Для чип компонентов этого очевидно не требуется.
- Залудить токоведущие дорожки
- Нанести паяльную маску. Опционально, если хочешь внешне приблизить свою плату к заводским.
Другой вариант -- это просто заказать свлю плату на заводе. Сейчас множество компаний предоставляют услуги по производсту печатных плат. Получишь отличную заводскую печатную плату. Различаться с любительской они будут не только наличием паяльной маски, но и многими другими параметрами. Например, если у тебя двусторонняя ПП, то на плату бедт присутствовать металлизация отверстий. Можно выбирать цвет паяльной маски и т.д. Преимуществ море, только успевай отслюнявливать деньги!
Шаг 0
Прежде, чем изготавливать ПП, она должна быть где-то нарисована. Можно по старинке нарисовать её на миллиметровой бумаге и потом переносить рисунок на заготовку. А можно воспользоваться одной из многочисленных программ для создания печатных плат. Программы эти называются общим словом САПР (CAD). Из доступных радиолюбителю можно назвать DeepTrace (беспл. версия), Sprint Layout, Eagle (можно конечно найти и специализированные типа Altium Designer)
С помощью этих программ можно не только нарисовать ПП, но и подготовить её к производству в заводских условиях. Вдруг захочется заказать десяток платок? А если не захочется, то такую ПП удобно распечатать и с помощью ЛУТ или фоторезиста изготовить самостоятельно. Но об этом ниже.
Шаг 1
Итак, заготовку для ПП условно можно разделить на две части: непроводящая основа и проводящее покрытие.

Заготовки для ПП бывают разные, но чаще всего они различаются материалом непроводящего слоя. Можно встретить такую подложку из гетинакса, стеклотекстолита, гибкая основа из полимеров, композиции целлюлозной бумаги и стеклоткани с эпоксидной смолой, даже металлическая основа бывает. Все эти материаллы разлиаются своими физическими и механическими свойствами. И на производстве материал для ПП выбирается исходя из экономических соображений и технических условий.

Для домашних ПП я рекомендую фольгированный стеклотекстолит. Легко достать и цена приемлемая. Гетинаксы наверно дешевле, но лично я их терпеть не могу. Если ты разбирал хоть одно массовое китайское устройство, то наверно видел из чего там сделаны ПП? Они ломкие, а при пайке воняют. Пусть китайцы это нюхают.

В зависимости от собираемого устройства и условий его эксплуатации можно выбрать подходящий текстолит: односторонний, двусторонний, с разной толщиной фольги (18 мкм, 35 мкм и т.д. и т.п.
Шаг 2
Для нанесения рисунка ПП на фольгированную основу радиолюбители отработали множество методов. Среди них два самых популярных в нынешнее время: ЛУТ и фоторезист. ЛУТ -- это сокращение от "лезерно утюжная технология". Как и следует из названия потребюутся лазерный принтер, утюг и глянцевая фотобумага.
ЛУТ
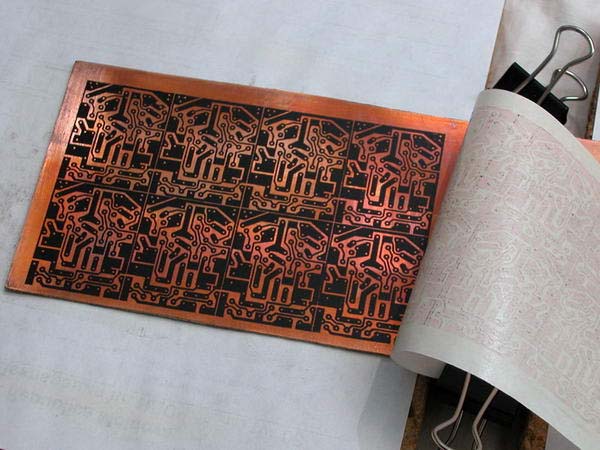
На фотобумагу печатается рисунок в отзеракленном виде. Затем он накладывается на фольгированный текстолит. И хорошенько прогревается утюгом. Под воздействием температуры тонер с глянцевой фотобумаги прилипает к медной фольге. После прогрева плата отмачивается в воде и бумага аккуратно убирается.

На фото выше как раз плата после травления. Черный цвет токоведущих дорожек из-за того, что они еще покрыты затвердевшим тонером от принтера.
Фоторезист
Это более сложная технология . Но и результат с его помощью можно получить более качественный: без протравов, более тонкие дорожки и т.д. Процесс похож на ЛУТ, но рисунок ПП печатается на прозрачной пленке. Таким образом получается шаблон, который можно использовать многократно. Затем на текстолит наносится "фоторезист" -- чувствительная к ультрафиолету пленка или жидкость (фоторезист бывает разным).
Затем поверх фоторезиста прочно закрепляется фотошаблон с рисунком ПП и затем этот бутерброд облучается ультрафиолетовй лампой четко отмеренное время. Надо сказать, что рисунок ПП на фотошаблоне печатается инвертированным: дорожки прозрачные, а пустоты темные. Делается это для того, чтобы при засветке фоторезиста незакрытые шаблоном участки фоторезиста среагировали на ультрафиолет и стали нерастворимыми.
После засветки (или экспонирования, как это называют спецы) плата и "проявляется" -- засвеченные участки становятся тёмными, незасвеченные -- светлыми, так как там фоторезист просто растворился в проявителе (обычная кальцинированная сода). Затем плата травится в растворе, а после фоторезист удаляется, к примеру, ацетоном.
Виды фоторезиста
В природе обитает несколько видов фоторезиста: жидкий, самоклеющаяся плёнка, позитивный, негативный. В чем разница и как выбрать себе подходящий? На мой взгляд в любительском применении особой разницы нет. Тут уж как ты наловчишься, тот вид применять и будешь. Я выделил бы только два основных критерия: цена и на сколько удобно лично мне пользоваться тем или иным фоторезистом.
Шаг 3
Травление заготовки ПП с нанесённым рисунком. Растворить незащищенную часть фолги с ПП можно множеством способов: травление в персульфате аммония, хлорном железе, . Мне нравится последний способ: быстро, чисто, дешево.
Помещаем заготовку в раствор для травления, ждем минут 10, вынимаем, промываем, зачищаем дорожки на плате и переходим к следующему этапу.
Шаг 4
Плату можно залудить либо сплавом Розе, либо Вуда, лубо просто покрыть дорожки флюсом и пройтись по ним паяльником с припоем. Сплавы Розе и Вуда -- многокомпонентные легкоплавкие сплавы. А сплав Вуда ещё и кадмий содержит. Так то в домашних условиях проводить такие работы следует под вытяжкой с фильтром. Идеально иметь простенький дымоуловитель. Ты же хочешь жить долго и счастливо?:=)
Шаг 6
Пятый шаг я пропущу, там всё понятно. А вот нанесение паяльной маски довольно интересный и не самый простой этап. Так что давай изучим его подробней.
Паяльная маска используется в процессе создания ПП для того, чтобы защитить дорожки платы от окислений, влаги, флюсов при монтаже компонентов, а также, чтобы облегчить сам монтаж. Особенно, когда используются SMD-компоненты.
Обычно, чтобы защитить дорожки ПП без маски от хим. и мех воздействий матерые радиолюбители такие дорожки покрывают слоем припоя. После лужения такая плата часто выглядит как-то не очень красиво. Но хуже, что в процессе лужения можно перегреть дорожки или повесить между ними "соплю". В первом случае проводник отвалится, а во втором придётся удалять такие нежданные "сопли", чтобы устранить короткое замыкание. Еще одним минусом является увеличение ёмкости между такими проводниками.
Прежде всего: паяльная маска довольно токсична. Все работы следует проводить в хорошо проветриваемом помещении (а лучше под вытяжкой), а также избегать попадания маски на кожу, слизистые оболочки и в глаза.
Не могу сказать, что процесс нанесения маски довольно сложный, но все же требует большого числа шагов. После обдумывания решил, что дам ссылку на более-менее подробное описание нанесения паяльной маски, так как нет сейчас возможности самостоятельно продемонстрировать процесс.
Творите, ребята, это интересно =) Создания ПП в наше время сродни не просто ремеслу, а целому искусству!



